In the past I have had professionals make the attached part from a polycarbonate type material. A very stiff/strong material is required, but not really the heat resistance of Polycarbonate.
I’d like to consider making more of these parts myself as it APPEARS that the machine could quickly pay for itself.
But, in reading up on things, it appears that this part is quite large and challenging. I’m very much interested in the thoughts of the people with experience to know if this is biting off too much for this machine/process. I’m happy to spend 2-3months learning with much more realistic and small projects, but eventually it is this part that is driving the need to get into 3D printing at all.
It looks like the structure that would need to support this part while being made might be a challange? How would you orient it if the goal was to have the the “slot” as smooth as possible?
Well… the part fits on the print bed… but you would need to put it on its side. The resulting upper edge of the track would require supports. It doesn’t look impossible for the TAZ, but could be a challenge. Polycarbonate filament can be bought.
It may be possible to eliminate some supports depending on the radius of the track, and resulting overhang angle on upward sloping curve.
I guess my concern would be the strength and durability. Print orientation is key to part strength. With the part printed on the side, the track may not be as strong laterally due to the way filament layers will be deposited. With that said, I don’t think its impossible to nail the layer adhesion with polycarbonate (I have no experience with the material).
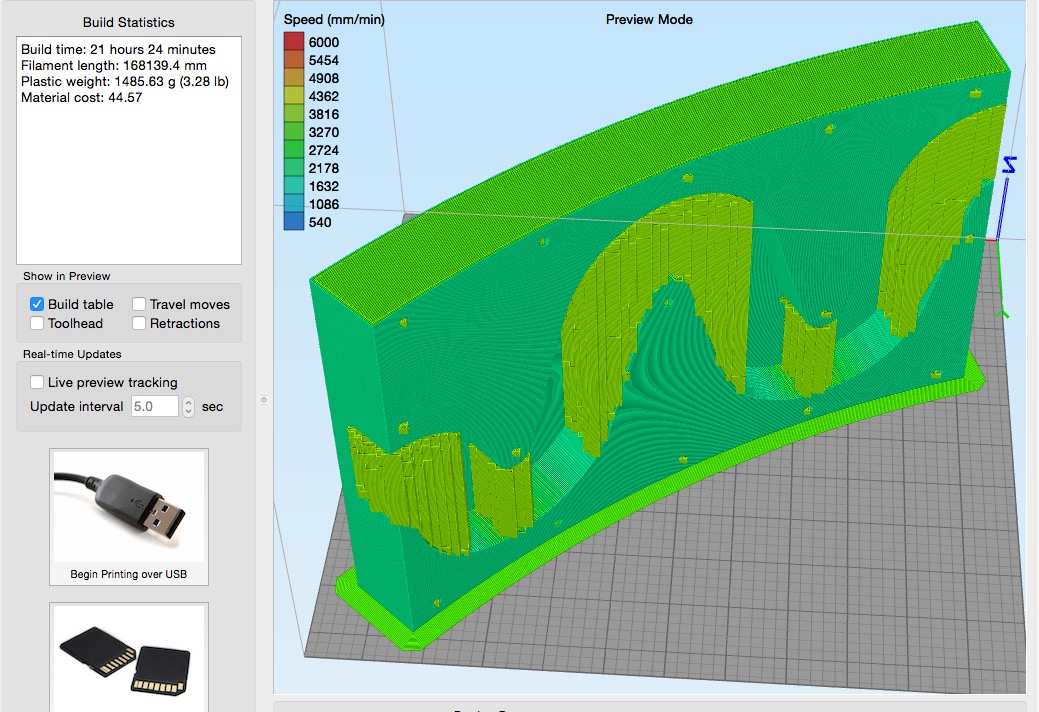
Getting a smooth track finish would really depend on the print resolution. Again with the part oriented on its side, the layer height would control the overall resolution of the track. This is also the biggest constraint on print time. So for a large project like this, I’d probably go with a .5 nozzle and a layer height of .2 or .3 which will result in a smooth finish… and can be lightly sanded to further produce a better finish. As a reference, a .2 layer height would be about a 32hr print and .3 would be about 22hrs.
At 75% infill, each part would be about 3.5lbs of filament… which means you would have to pause the print somewhere (preferably in the infill) and switch out filament spools. And with one or two for testing… you’re looking at 5 spools @ $45-ish each.
So I think it would be possible to print the part. The strength and durability of the part may take a few prints to nail. It really boils down to the cost.
Honestly it is more optimistic than I thought it would be.
The parts I had professionally made were 100% solid–not so sure they were even made by the same process–additive yes for sure, but perhaps not with filament.
Generally are support structures a major problem for removal and surface finish? Is sanding the way to finally remove them for a part like this? Is this part a candidate for the dual extruder with a dissolvable support material? But I think the dual extruder options are not capable with high melt temp materials yet?
I’m not really concerned too much with cost as it is for work and the “professionally made” part was $2400. There are many things around the manufacturing plant we could use it for. I even like your “simple” Simplify3D screen clip–would certainly consider purchasing that software as well.
The good thing is that for strength, this part will be sandwiched between some flexible layers of Delrin. That is what all the little holes are for–I’ll put metal inserts into them for attachment of the Delrin.
Thanks again for your efforts to demonstrate and educate me!
Removing supports depend greatly on the slicing software and settings. ABS supports are generally easy to remove. With most software you can specify a seperation to assist with removal of supports.
For a more production piece, post processing would benefit most parts. Whether its sanding, epoxy coating or acetone vapor finishing… all would create a smoother object. A higher resolution layer height .1 or .2 would be fine… its just that for such a large part it greatly increase the print times.
Dual extrusion with a dissolvable material for supports is always ideal. The hotends would work independent of each other, so the temps may not be a problem unless the PC doesn’t cool fast enough for HIPS or PVA. Typically, the support is printed at the end of the layer.
If you need solid objects, it may be better to create one to reverse mold and cast a solid part.
I think you’re right, over time the printer would pay for itself if creating 5-10 of that particular part.
I use Octoprint on a Raspberry Pi. Copy my sliced files to Octoprint, preheat my bed and kickoff the print. Monitor from the webcam. I may have put one print through manually from my Mac and maybe two prints directly from the SD card. The rest of the 5-7 spools from Octoprint. It’s been great for me.
Sounds good…nice to have options for not relying on PC.
On an unrelated topic, do you know if the dual extruders have independent control of temperatures for running different temp materials? I noticed that the Airwolf machines did NOT have a separate heater. Seems like this would be important except for two colors of the same material…
Most dual extruders should have independent temp settings… Its probably more a function of the slicing software. I’m sure Cura and S3D support independent temps.