My family purchased a LulzBot Mini last night. It’s our first 3D printer, and so far I’m very pleased with it, but being relatively new to 3D printing, I was hoping someone could advise me with regards to some of the results I’m getting. I looked through the pictorial troubleshooting guide, but am still not certain which suggestions apply to me.
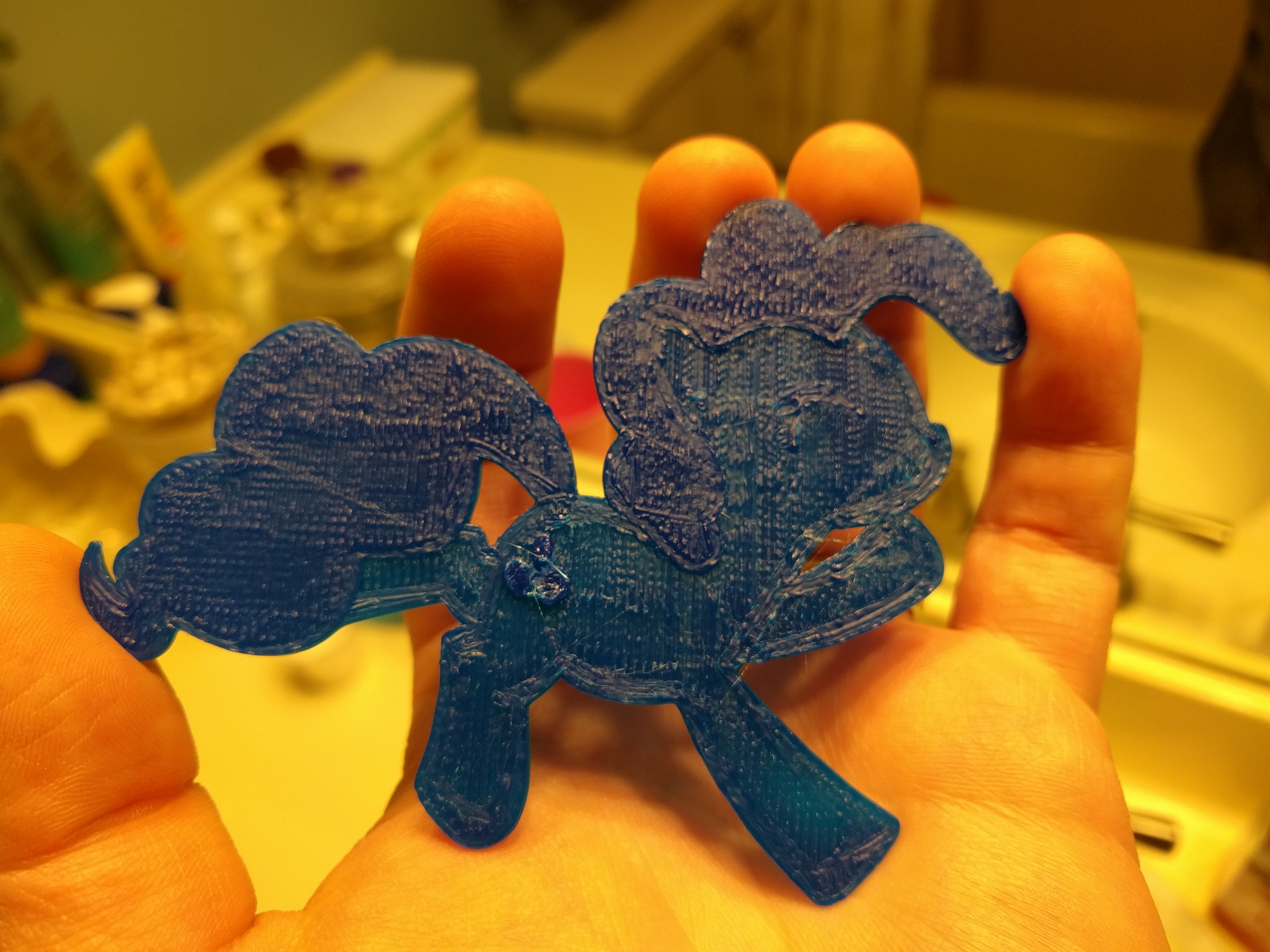
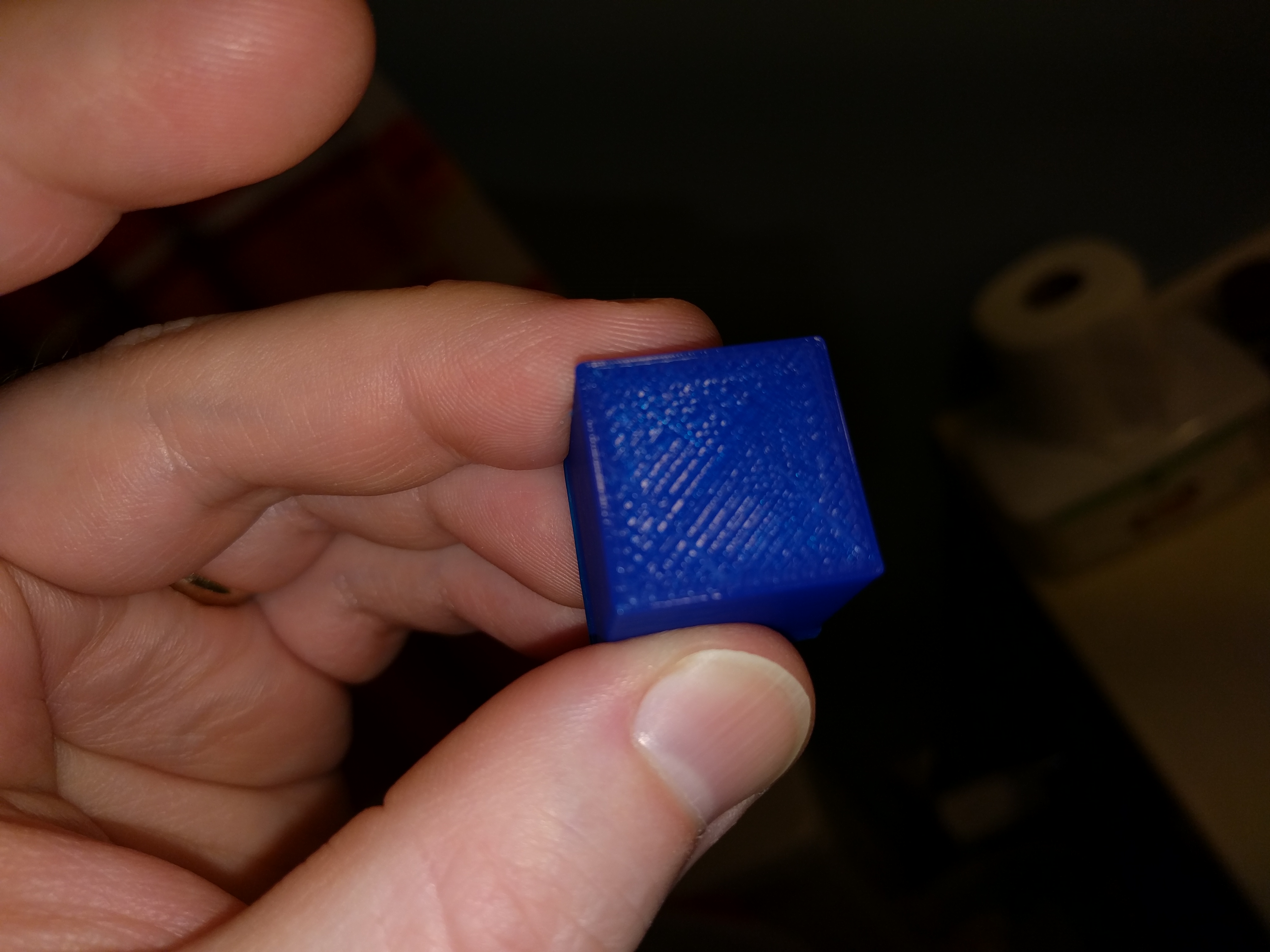
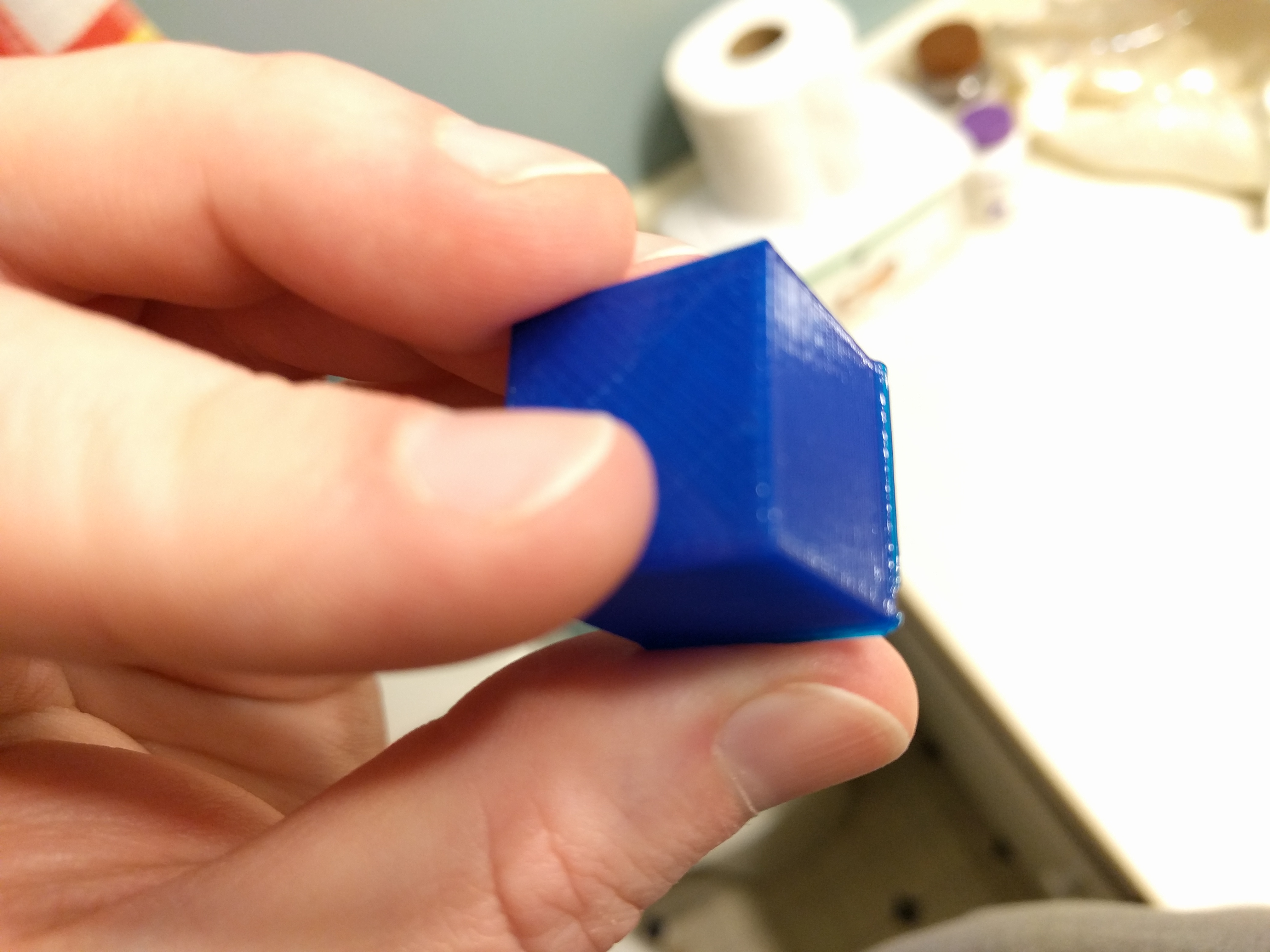
The Rocktapus printed with the included HIPS flawlessly. When it was complete, I switched to eSUN PLA with “for LulzBot” stickers on it. I then tried printing a few objects from Thingiverse. The primary issue I’m seeing is extremely rough top-side on some objects. In the below images you can see a pony charm that I printed for my daughter and an octopus attacking the Space Needle. In both cases, the top-facing flat surfaces and extremely rough. During the prints you could see the print head shaking as if moved across previous layers that were bumpy. It essential ruins the detail in the charm, and makes the water section of the octopus model look terrible. I understand that 3D printed objects tend to need finishing, but this is far rougher than Items I’ve seen roll off the printer at other locations and with other units.
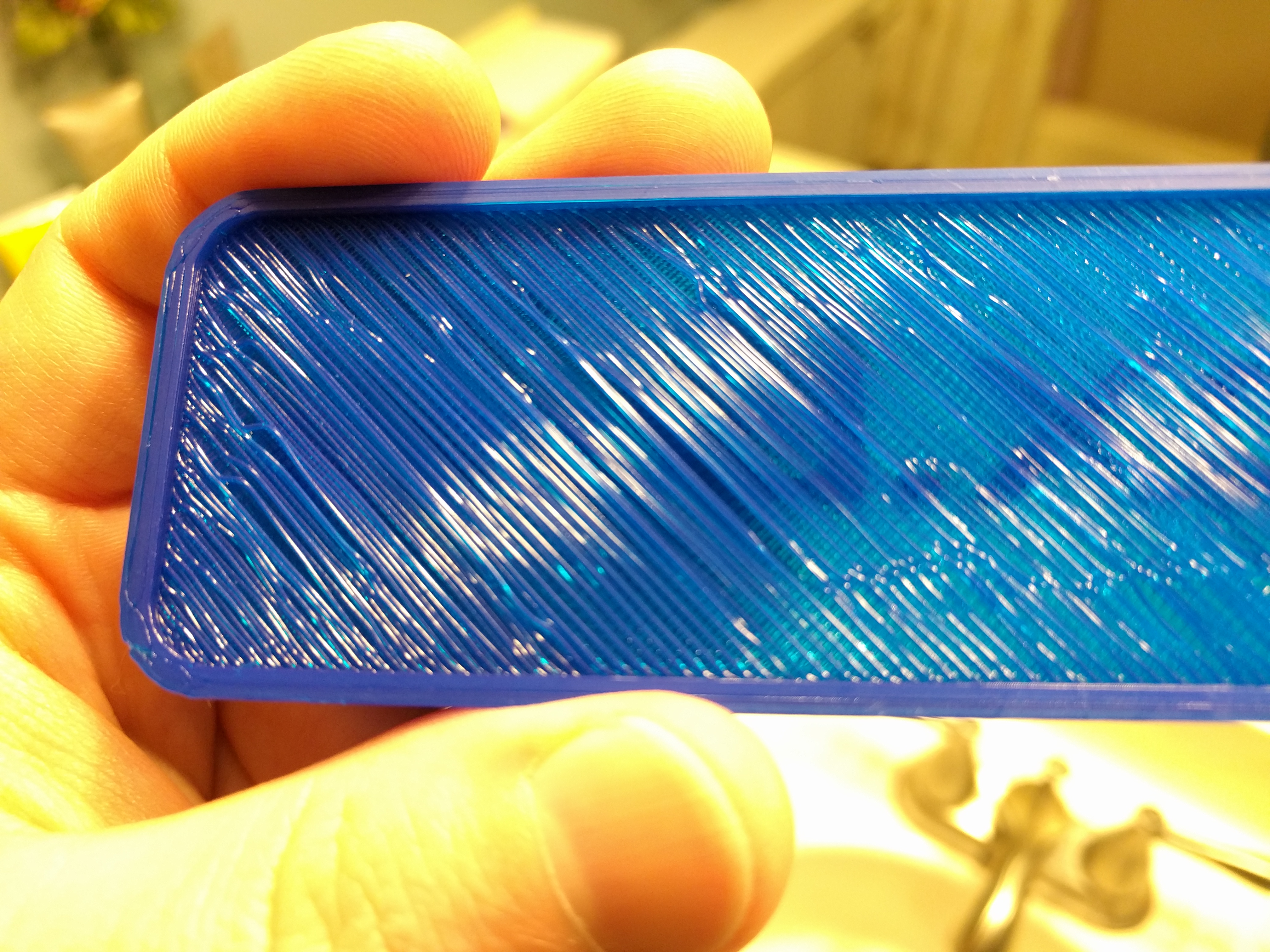
Lastly, I printed a name plate. While the top-facing surface of the name-plate is fine, the rear surface it splitting at the individual line level. I’m assuming this is because the model had a bevel on the read and was printed with that side down. Would adding supports help? Other suggestions?
Note that I’m using the included Cura LulzBot Edition software in beginner mode. Aside from the pony charm (which I printed in “High Detail” mode), all objects were printed in “Standard” mode. I assume Cura sets proper temps for the PLA in beginner mode, but if I need to tweak those settings for a more reliable finish, please advise. Likewise, if there is a superior software that will make it easier for the family to produce reliable results, I’m open to that as well. The printer is mainly to be used as an educational tool, and for fun, so exact measurement accuracy isn’t critical, just reasonable looking result.
As always, forgive my relative ignorance, and thank you very much for taking the time to read this post.