Guys, started printing with the Lulzbot Mini yesterday, and am pretty impressed. However one small problem has surfaced that I would like your feedback on.
The part shown below has printed with two thin walls separated by a gap, rather than one solid wall, take a look at the left hand wall in this photo. On the CAD render it is a solid wall, formed by one solid extruded feature in Solidworks. All the other walls have been printed correctly.
I’ll try and upload the photo somewhere that works
I have set the shell thickness as 2, so I am puzzled as to why this particular feature has printed the way it has
This is an issue with thin walls. Your wall thickness is most likely something like 1.1mm. So your mini nozzle is 0.5mm wide. How is the mini supposed to make a 1.1mm wide wall? It can make 2 passes but a 0.5mm nozzle can’t fill in a 0.01mm - 0.4mm gap with a solid piece of plastic.
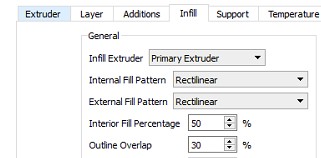
One thing you can try is go into Expert: open expert settings: and go to infill: infill overlap and increase the percentage. This gives your nozzle more room to print because it’s allowed to overlap lines next to the infill more. However, if you only have 1 perimeter in the area, increasing the overlap will tend to make the outside surface in that area a little less smooth and maybe show a some print defects. If your part HAS to be that width in that area, that’s the only solution of know of in Cura. Simplify 3d has more options.
If the wall thickness isn’t critical, the easiest thing to do it to increase the total wall thickness to 1.5mm or more so the printer can fit another perimeter or have more space to add infill.
While I like Simplify3D most of the time, it should be noted that thin walls is a huge failure point with it. I haven’t used it much, but Slicer is supposed to work better for that sort of thing…
You could try to vary the extrusion width to “fix” the gap. The rule of thumb for extrusion width is 120% of the nozzle diameter. So for a .5 nozzle diameter the typical extrusion width would be .6mm. Increasing to .7 could trick Cura into making the wall solid.
The better way to fix, would be to make that flange a multiple of your extrusion width… or adjust the extrusion width so its an even multiple of the wall.
If you run into this often, then try going to a smaller diameter nozzle.
Slic3r doesn’t suffer this problem the way Cura and S3D do. Grab the Prusa build of Slicer, it has a lot of the more current development included. Along with some Prusa added enhancements.
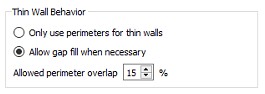
Your thin wall behaving settings are most likely incorrect.
If you’re trying to get a second wall in a thin area, increase your overlap percentage in this command shown above and then look at the print preview. It will show you if there’s still a gap or not.
If you’d rather have infill in thin walled areas, you can increase the infill overlap percentage. However, this method can cause outside surface defects if you overlap too much. Method 1 is much cleaner
I’ve played with both those settings extensively. Thin walls are an issue brought up on the S3D forums all the time, it’s a well known issue. How much of an issue depends on the design and the nozzle size. Sometimes it refuses to print them at all, sometimes it just doesn’t handle it well.
Usually you can convince it to at least try to print something, but it’s often a very short zig-zag which as you noted causes quality problems. Slicer is supposed to be better at that by varying the line widths/speeds to fill in more cleanly, avoiding those issues.
None of them are perfect, and they all have areas they are stronger in. The trick is using the best one for the job, and figuring which one that is.