Hi all, I got my Lulzbot mini a few days ago and have been putting it through it’s paces. I have printed a lot of little models with fairly good detail and resolution, however, I have yet to be able to print anything at all that was designed to fit together and have it work.
I’ve been looking at a lot of forum posts and tried many things and so far nothing has fixed my issue. I read a few posts talking about adjusting the print temperature, and also tweaking the flow settings. I have double and triple checked that my average filament diameter is set correctly.
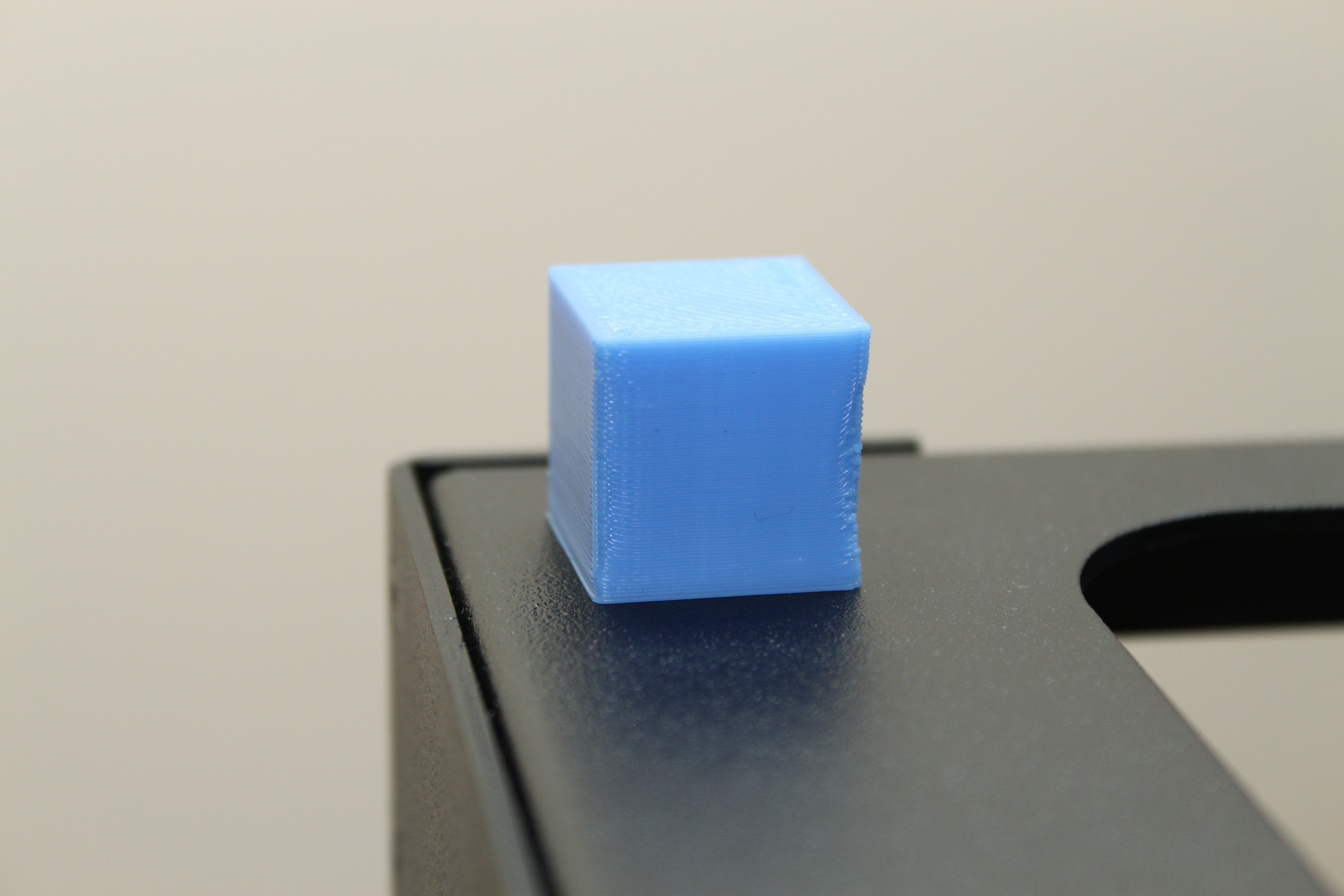
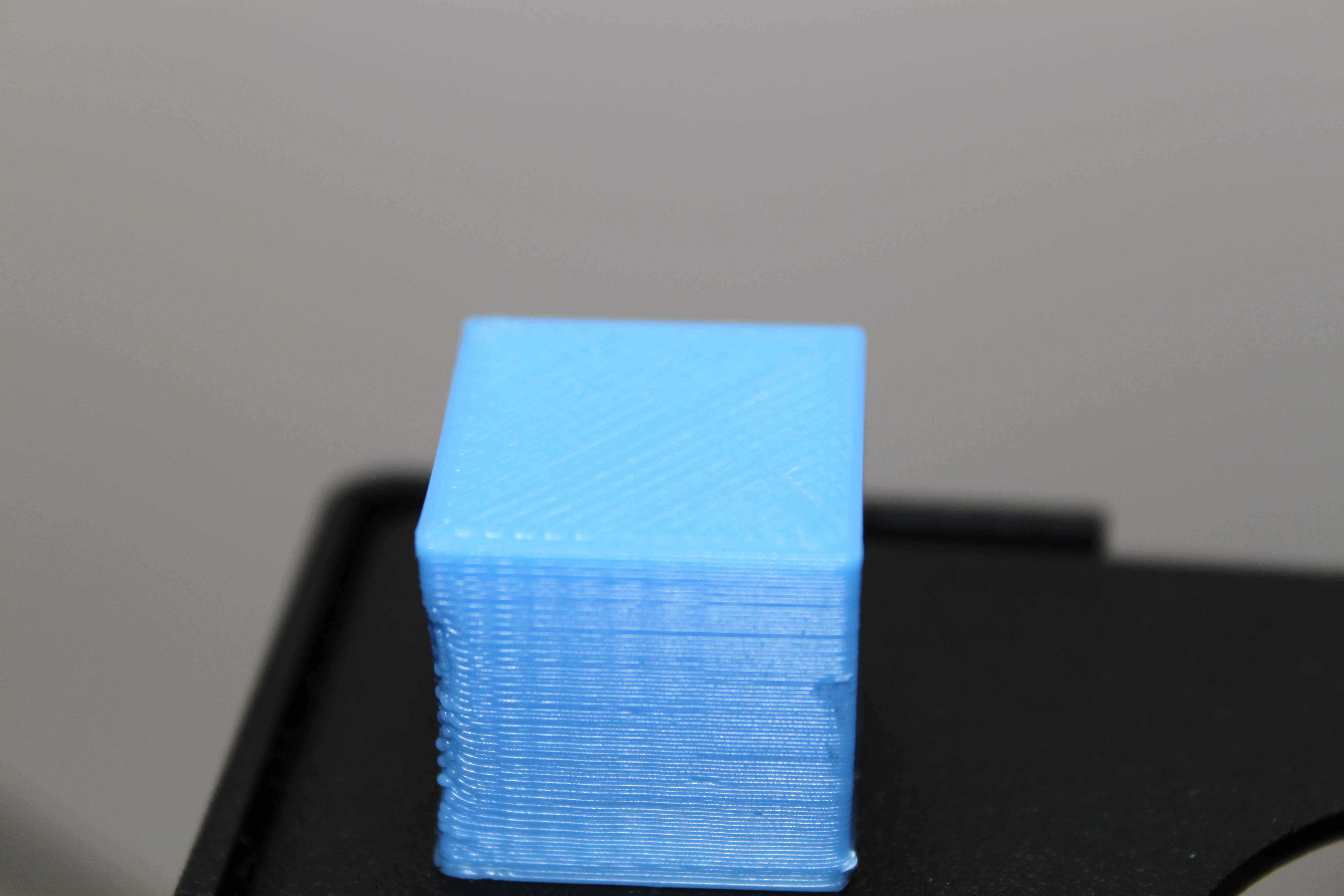
The photos I have attached are of a calibration cube that is not quite a cube, the z dimension is pretty good only about 0.05mm out from where it should be, the x dimension is the worst, about 0.2mm too large, and the y is about 0.1mm. There is also some surface defect on one corner in particular. The second object was supposed to be a 0.5mm thickness wall test, as you can see it was fairly well botched, the wall thickness is just shy of 1mm thick.
This is ABS using Cura with the Lulzbot normal quickprint settings, occasionally adjusting the parameters mentioned above with no real change in print quality.
If I lower the flow rate further, the top layer becomes very rough. Thanks for any feedback you can give!
I am quite new in 3d printing and I have been experiencing problems similar to yours. Printing small parts is always a challenge. In the lulzbot mini profile for Cura the cooling fan is set to 0 for ABS and it works perfectly when printing medium sized parts, but when the object is small the layer does not cool enough and is distorted by the next one. I am having good results by enabling cooling betwen layers playing with the fan speed. hope it helps.
Thanks for the tip. I have been playing with fan speed some too. The profile I’m using has the fan speed set to between 40 and 60%. I’ve tried it with fan off and it wasn’t any better. I’m going to keep playing with it.
From my experience, wall thicknesses less than about .75mm will be a crap shoot. You’re asking a 0.5mm nozzle to create a 0.5mm wall…so it pretty much has to do it in one pass or you’re screwed. Worse yet if you ask for a 0.6mm wall thickness. The nozzle can put down a maximum of 0.5mm width the first pass. The second pass you are asking a 0.5mm nozzle to put down 0.1mm width of material. Not easy. I am pretty sure that using a smaller nozzle would help with super thin walls like you’re trying to reproduce. You’ll also find the minimum gear tooth you can make with that nozzle is a MOD 0.95-1…anything less and the nozzle is just too big to produce that kind of detail.
Do a test print that has a 0.5, 0.6, 0.7, 0.8, 0.9, and 1mm thick wall (a bunch of fins sticking up off a rectangular body) and you’ll get an idea of what the limits are of your printer.
As for fitting together, almost all 3d printed parts whether FDM or SLA are all going to come in a bit oversized (small diameter if it’s a hole). You need to account for this in your model. If something is supposed to press together, I try to leave about a 0.25-0.3 mm clearance instead of a line-to-line fit. I’ve had very good luck with that.
What you’re doing is good. Print out some different sized holes, walls, pins etc and learn what your tolerances are and take that into account in your design.
Other things that help press fits…tapered lead ins to help guide one part into another. Also, if the walls that are being press fit into the other part are cantilevered and not all tied together so each wall can flex a bit, it makes the fit more forgiving.
This is just what I’ve learned from my press fits so far. Your results may vary.
-Jim
P.S. It looks like your part is good on one side and a little rounded on the other. I’m pretty confident this is due to the part cooling nozzle being on one side. The side with the cool air will “freeze” faster and have more detail usually.
Since you want your part to cool evenly, I’ve heard of some success by turning off the fan and printing a couple of the same boxes at the same time. This allows one print layer to cool evenly while the nozzle is off printing a duplicate box. The part cools evening via natural convection vs forced convection on only one side of the part.
I was following a guide for calibration that I found through a link on a calibration part on thingiverse. I didn’t design the test part and many people have printed it successfully so I just figured I should be able to get it to work. I haven’t solved my problem yet, but I’ve made a bit of progress. I saw another post on this forum about setting the z-offset because the first layer shouldn’t flare out at the bottom. My first layer is a bit ‘fatter’ than the others so I added a couple tenths of a millimeter to the z-offset and that improved my situation some.
I’m going to keep pressing on, for now in my own designs I’ll just account for a very loose tolerance. I still feel like the machine should be capable of reproducing parts with a higher level of precision than what I’m getting. What troubles me is that I see quite a few posts from folks on the forum saying they get perfect prints using bone-stock, out-of-the-box settings using cura. I’m hoping that they are just a little less picky than I am, and that my problems can be given off to inexperience. I still can’t help but feel like it should be going a bit more smoothly.
When I first got my machine it was a little difficult for me to accept what I called “side ooze” when making holes and posts to fit in those holes. As mentioned above you have to account for that in your drawing. If you think about a single line drawn in a program, on the computer screen it can be as thin as a row or column of pixels, but the printer is going to run down the center of that line leaving 0.25 mm to one side, and 0.25 mm to the other (or more if over extruding).
If that piece you are using was designed for a different nozzle size than on the Mini, it is very likely that side-ooze accounting done on the digital side, doesn’t match the physical conditions on the printer side.
The other thing I would say is that the part you are trying to print is actually pretty difficult, especially in ABS, because it has such thin walls and you have a buildplate hotter than the boiling point of water. You could try raising the piece on a pedestal to get it off that constant heat. Or maybe try a different torture test would be worth trying. A popular one, though I haven’t tried it, is this: http://www.3dbenchy.com/dimensions/ It gives you a lot of information at once.
Thank you for the advice. I will definitely be careful when designing my own prints from now on to include extra compensation. I guess I’m just a little disappointed that I cannot seem to reproduce the work of others without editing the model directly, especially when so many seems to be able to reproduce it just fine. Granted, there are differences in machines, and the part I was printed was designed for a 0.4mm nozzle instead of the mini’s 0.5mm, but it seems like compensating for the tool width should be a simple software thing in the slicer and not something that requires changing the model.
SUCCESS! I was able to get a nicely fitting part using ABS and nearly the bone stock settings in cura for the lulzbot mini.
Here’s what I had to do:
Adjust the z-offset. I was noticing a lot of flare out on the first layer of my prints, so recognizing that z-offset seems to be one of the few settings they make manual adjustments to for each machine out the door I guessed that maybe my calibration went a little sour. In the end I settled on adding a z-offset of 0.22 mm that greatly improved the surface quality of my prints.
Dropped the extruder temp from 240C to 235C. For my cheap-ish filament this seemed to be a better setting.
Adjusted the flow setting down from 100% to 90%.
The real game changer for my parts fitting together nicely was changing the shell diameter from 1mm to 0.3mm. Now this isn’t the greatest solution, but the 2-4% inaccuracy of the software seems to go away at this point.
Thanks everyone for your input. Hopefully things will just keep getting better!
You changed the z-height by going into Cura > Machine > Machine Settings > Maximum Height (mm) ? And put in what for the value? 163.22mm? (assuming your original height was 163mm).
There is a setting in Cura>Machine>Machine Settings>Z-offset. I made no change to the maximum height. I am using Cura ver. 15.02.1-1.03 obtained from the Lulzbot website.