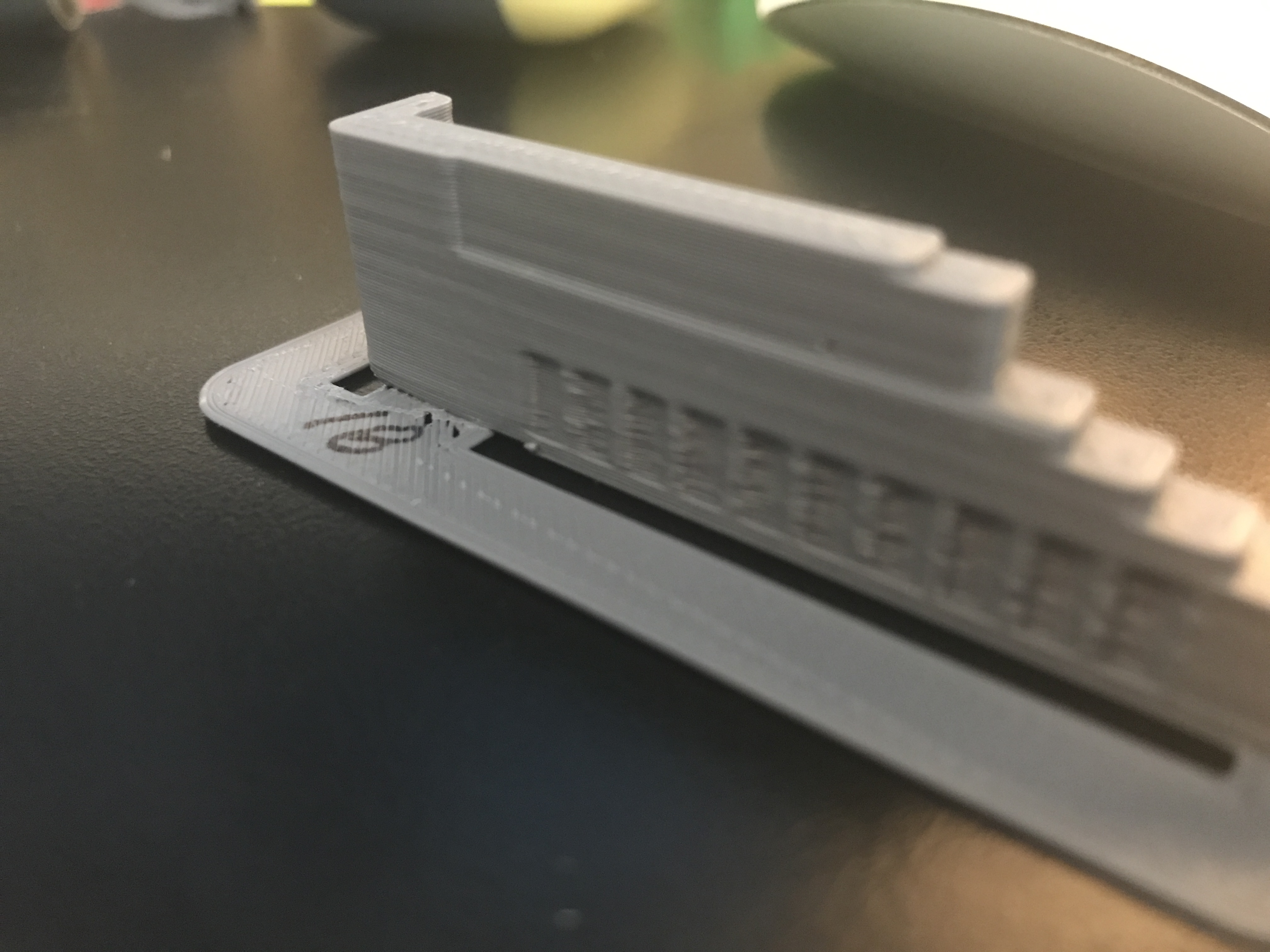
When I print a single part the quality is very good. When I go to print two of the same unit using the same print profile as the single I’m getting really bad quality on the radius portion of the print. I’ve tried slowing it down, played around with retraction and flow but haven’t come up with anything that improves the quality. The layer start is about 15mm from the radius section so I don’t think its an issue with the layer starting point. My gut is it’s a flow/speed issue (it slows down when doing the radius portion) but I’m stumped. Any suggestions would be greatly appreciated.
ABS
Temp - 240
Titan Aero pro extruder
Outer wall speed - 25
Inner wall speed - 30
For some reason I could only get one jpeg to load so I attached the PDF with both pictures

I’ve run into the same problem. Part of the issue is that when you duplicate a model in Cura LE, the tool paths that are calculated for each model are not always identical. This is problematic when you’re trying to mass produce parts as it can cause issues with surface finish and even lack of consistency in part strength. It seems as though most folks use their printers to print one object per job. Given that Aleph Objects is constantly printing parts as part of the manufacturing process for their printers you might expect that they would have fine tuned Cura LE for printing as many duplicate parts as possible in a single print job. This saves time in setup and cool-down cycles as well as the manual labor of part removal and bed preparation. But since they’re in a position to just build more printers to run more single object job cycles, maximizing the efficiency and consistency of multi-object prints may not be high on the list of priorities.
I requested a feature on the Lulzbot development board a while back where the tool path of a sliced object could be cloned and applied to multiple objects. I also requested a feature where you could manually select the sequence in which multiple objects could be printed (cause playing with the z-seam alignment settings doesn’t always do the trick). But so far the requests haven’t received any attention.
One problem that I’ve run into when printing multiple parts in ABS is potential issues with layer adhesion strength. If you have 20 parts on the bed, consider the time it takes between layers for the first model. After a layer is added to the first model, a layer is added to each of the other objects. By the time the nozzle comes back around to the first model again to lay the next layer, the previously printed layer has cooled significantly which increases risk of poor layer adhesion. In this case, I’ve found it’s better to keep the fans off completely and use an enclosure to prevent the layers from cooling too quickly.
Based on your photos I would try to go even slower on the outer wall speed. Try dropping it to 15 and put the inner wall speed to 20. You might also try playing with the the Jerk Control settings.
How many duplicate parts are you printing in a single batch? In the Shell settings, do you have it set to Print Outer Walls First?