While none of them are technically ‘rubber’, there are a number of flexible filaments available for 3D printers. We’ve just developed a new extruder that will let you print with even the springiest filaments.
Though this extruder is still in the early testing phase, you can follow along and try it out yourself. Everything you need to get started is at http://devel.lulzbot.com/TAZ/accessories/flexystruder/, including freeCAD source files and images of the extruder and FilaFlex material (including turning a spiral vase completely inside out!).
We’ve printed with ABS with this nozzle using our production g-code (pretty quick) for about 6 hours so far with no issues, so things are looking good for it. I’ll keep posting as I try it with different materials.
This looks very exciting. I printed the extruder yesterday. Do we have a complete BOM yet? I noticed there is a screw on the side that I don’t think I have (I am running a TAZ 1). Are you guys going to sell the filament?
Thanks Piercet I’m working on a cleaned up redesign now with access to the hobbed bolt, so look for that later today/tomorrow (I’m calling it version 0.2)
The BOM is now up on http://devel.lulzbot.com/filament/thermoplastic_urethane/Flexystruder-0.1/, along with some pictures that should help assembly. The screw on the side is an M3x12, though most sizes longer than 10mm should work, it’s threading into an M3 heatset insert. We’re currently looking into US suppliers of the thermoplastic urethane (filaflex/ninjaflex), and are working with Village Plastics (our main supplier) to bring on some rubberized PLA.
BTW thermoplastic urethane will hotswap and bonds to ABS very well
You’re welcome! I’ll make a quick fit variant of 0.2 once you release it and test it out on my rig later on this weekend when I get a chance. I still have a whole bag of heat set inserts left from the ao-taz X end project heh.
Do you find you need to smooth the end of the M3 screw to prevent it from scoring the filliament?
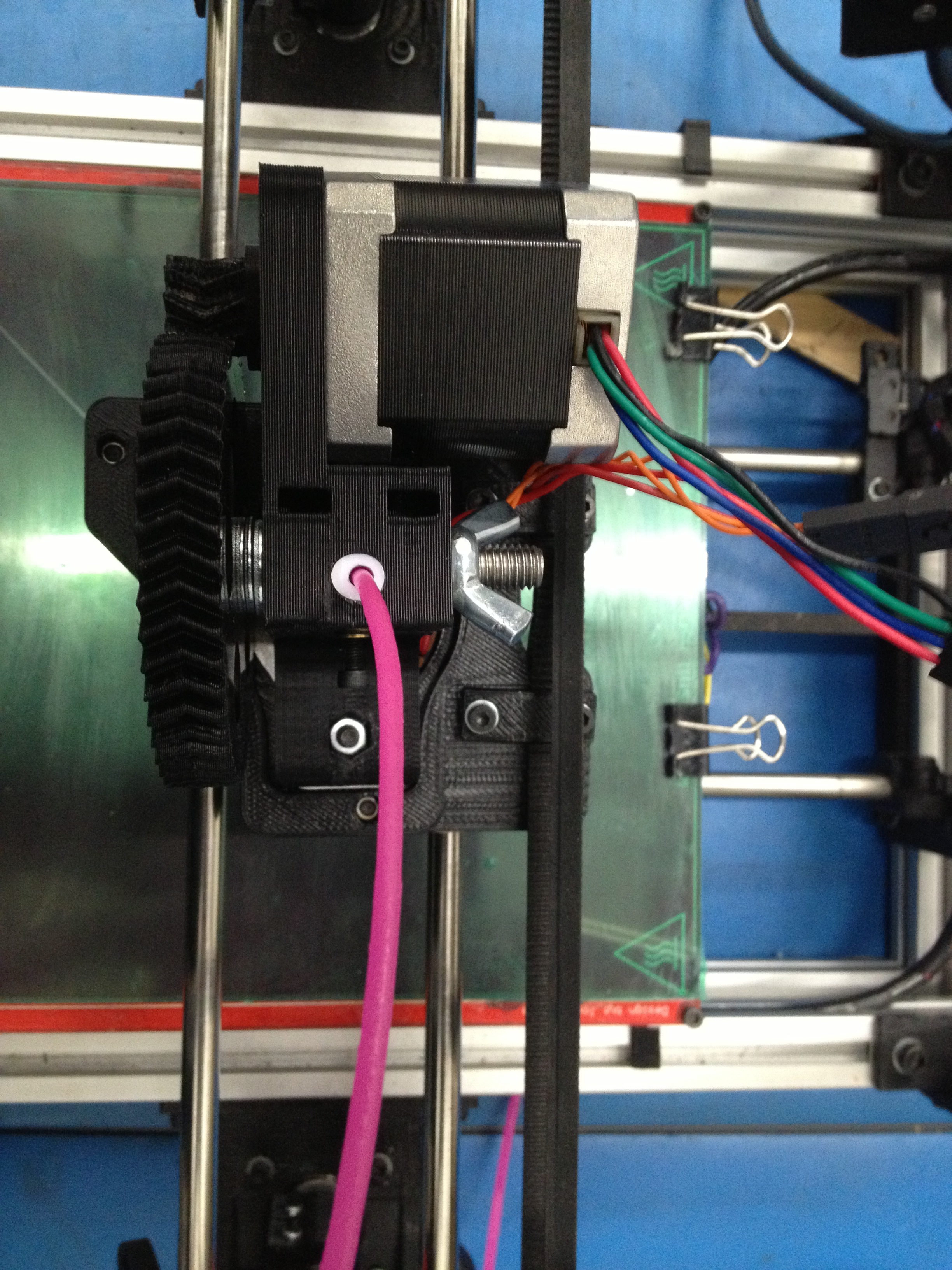
Is there any way we could get a photo of the other side of the extruder? There are just a couple of more things I’m confused about. Please pardon my ignorance…
While in the middle of printing version 0.2, I noticed that this part does not have the same two holes in the bottom for attaching the hot end. Is this by design or did I just get a bad version?
I also noticed that the hole for the m3 machine screw on the side doesn’t go completely through to where the filament is fed (which is different than the first version).
I think the bottom mounting holes are just missing at the moment… they can be drilled in after the fact for now easily enough without impairing structure. The other side hole i’m thinking is deliberatly filled in to give that side hole better dimensional stability while printing, but that’s just a guess. That is the reason i didn’t open it back up on the quickfit one. I’ll add the mounting screw locations to the quickfit one later. but I suck at drawing hexagon nut traps heh.
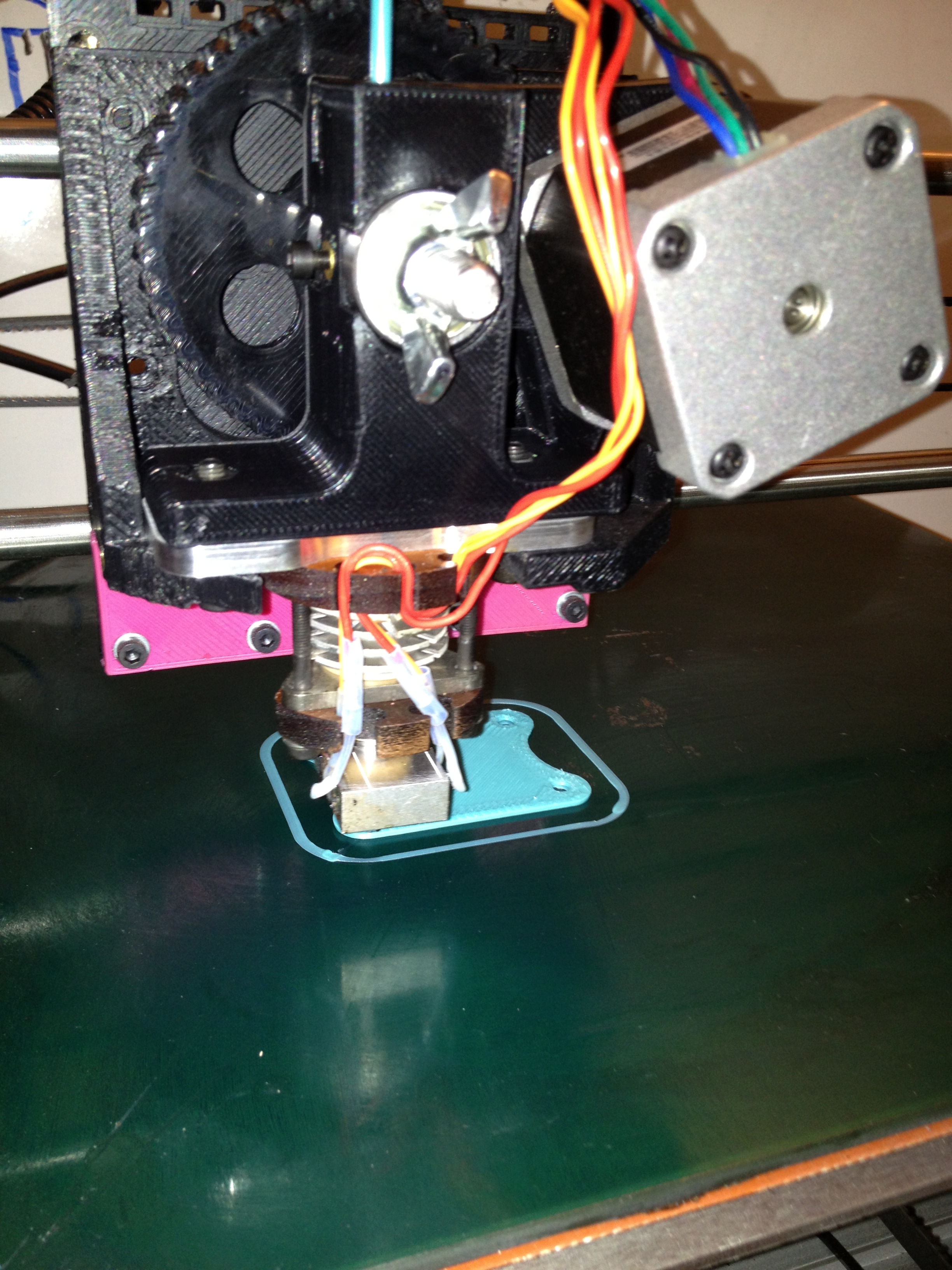
We modified 0.2 to place two holes at the bottom for the hot end. In addition, we extended the hole for the set screw. We use Solidworks here so hopefully the translations went ok.
Hey guys, sorry for the unfinished design, I got bogged down trying to find the correct spacing between the center of the filament hole and hobbed bolt. I’ll have a corrected model out soon
No worries, it’s still in beta test, so some final assembly is not a problem!
Kind of extruder related, but not really, have you guys ever considered releasing a dual budaschnozzle plate with 2 nozzles instead of one for a dual extruder setup? The reason I mention it here is this particular extruder and it’s narrower footprint would be pretty easy to set up as a dual extruder I would bet.
You’re on to us . We’re hoping to use these to get tighter packing and lower weight on the dual extruder (it should also lend itself to a superlight single extruder for more control at higher speeds). For now we’re keeping the Budashnozzles separate and unmodified so we can have simple height adjustment of each nozzle (keeping in mind that the nozzles need to be within ~50-100um of each-other in Z).
Anyway, for an update on the flexystruder:
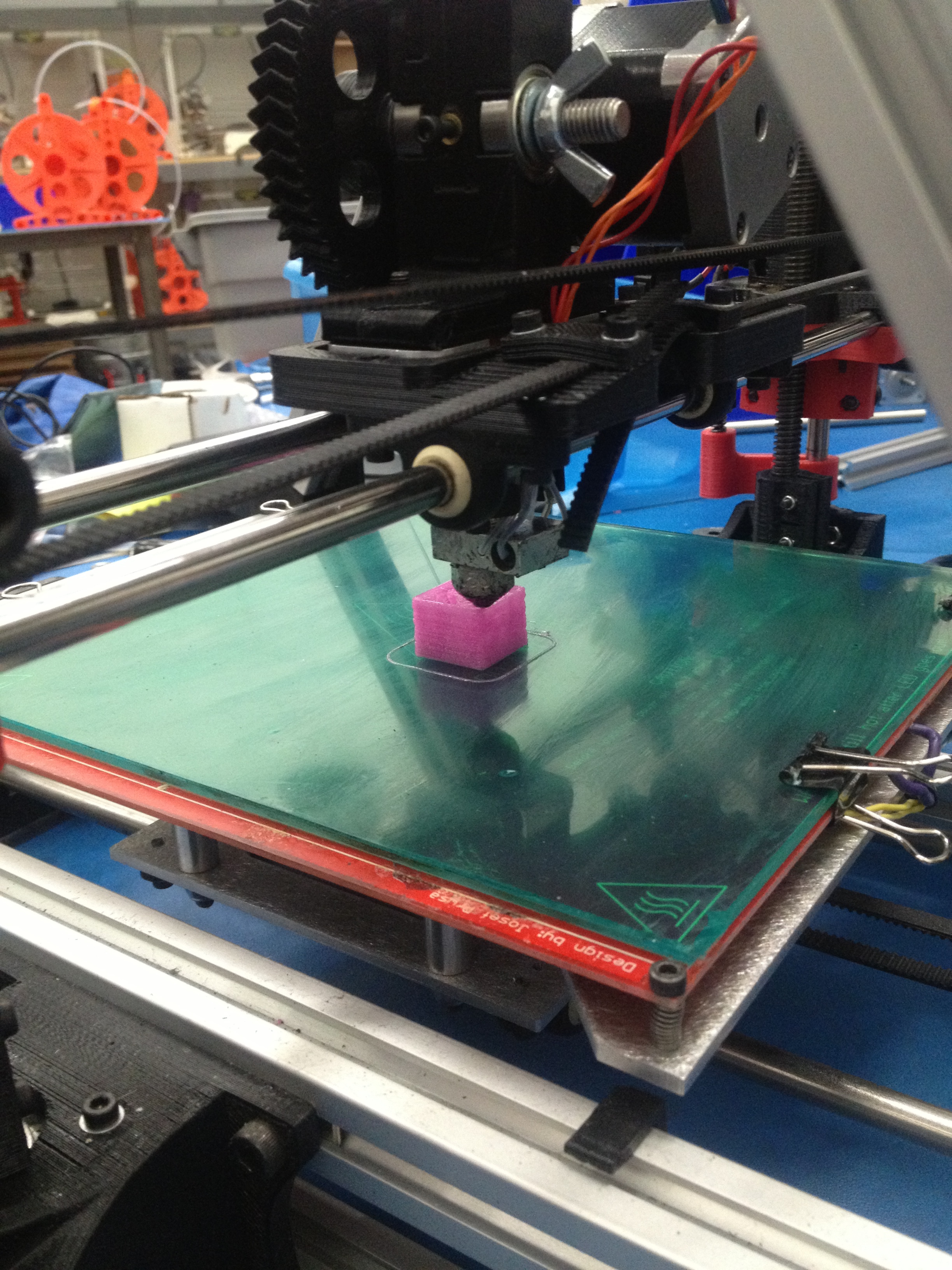
Version 0.1 is the latest stable release, with ~18 hours of testing. We’ve verified that it prints flexible PLA, thermoplastic urethane (FilaFlex, NinjaFlex, etc) as well as standard ABS and PLA.
Version 0.2 was abandoned in favor of a complete redraw in freeCAD
Version 0.3 (aka flexystruder-slim) is lightened, and allows access to the hobbed bolt in the event of a strip. This version has yet to be tested.
Future Modifications:
Test with a 20mm deep NEMA17 stepper motor (~1/3 the weight of our standard motor)
Optimize the filament path to allow reliable printing without need for setscrew adjustment
improve setscrew adjustment if needed
optimize slic3r config for production
That makes sense. I was thinking that having both nozzles in a fixed plate would make it easier to get them both factory set to the same height, but then I got to thinking that the differences in the nozzle threads themselves, etc might make that problematic.
The one big advantage the Budaschnozzle has over the J-heads is the stability of that mounting plate. Unfortunately for dual extruder setups, the one major advantage the J type mounting heads have is they take up less space. There has to be some way to make a square schnozzle plate work though and still allow adjustment.
I noticed that the gcode was generated for 0.5mm nozzles. I have a 0.35mm nozzle so I was wondering if anyone had suggestions for layer sizes to print this extruder? I had some issues attempting to print using .3mm layers.