So I have been trying to print a flexystruder for my taz 4 for a while and I keep running into issues.
which material to use
best settings to use
shrinkage/warping/infill
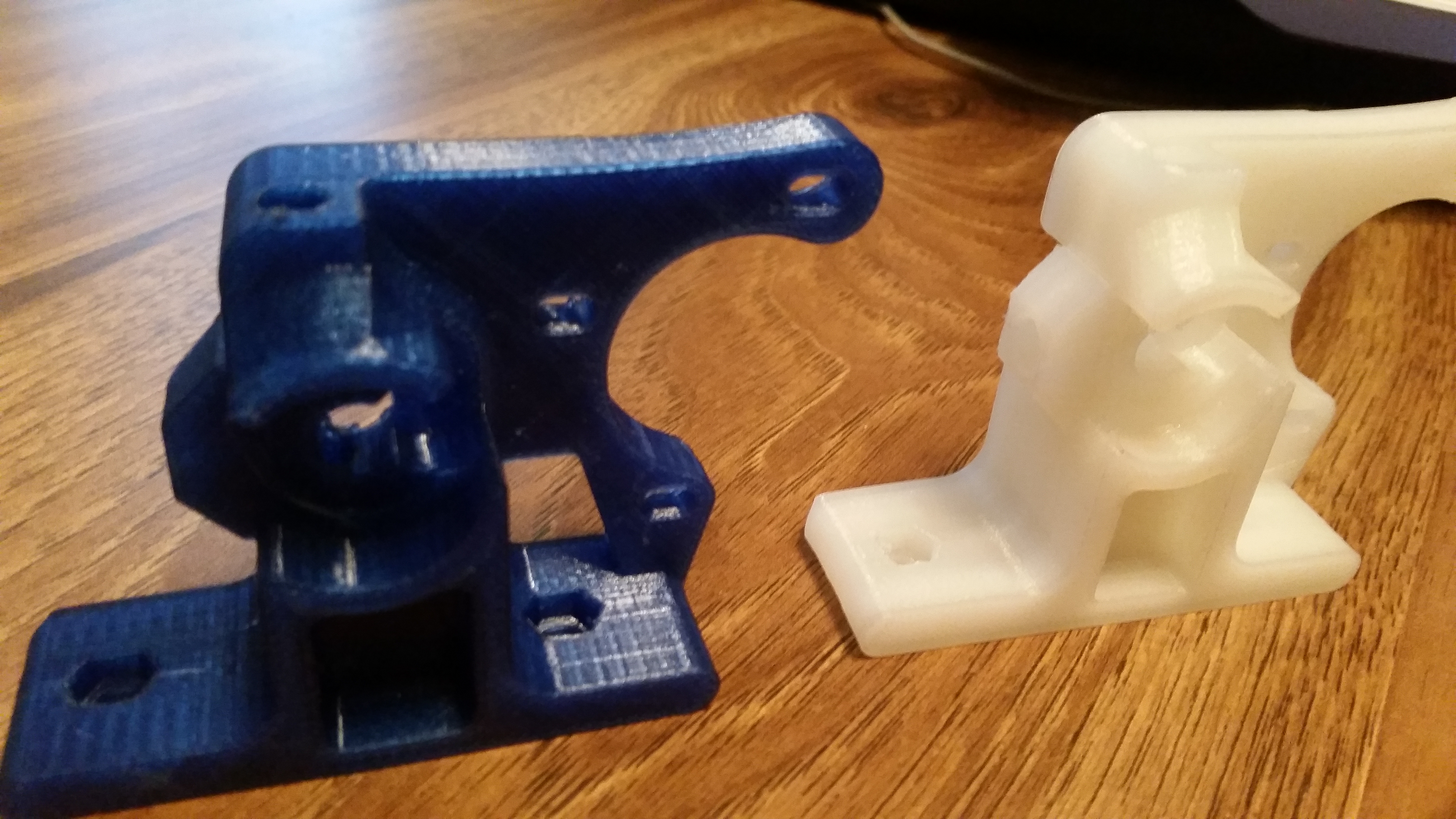
What materials will work, and moreso, what materials would be better or worse? Anything that prints at ABS temperatures or higher, and isn’t too flexible, should work. So for everything except the gears(which I printed in Taulman Bridge) I am going for visual aesthetics. So I have 3 materials which I like alot, t-glase, nvent, and alloy 910(can be dyed). Which would have the best properties? I think t-glase looks the best. So I printed 2 flexustruders, one out of t-glase, and one out of alloy 910. Here are some pictures below:
As you can see the prints warped about 1-2mm from the bed in the corners with both materials
I used 75% infill in cura, and this brings me to the question of, How much infill is necessary when printing the part with a much stronger material
Than abs for it to handle the same load? I’m sure that it would not have warped if I had set the infill lower.
Has anyone else tried using other materials beside abs/pla to make taz build parts? Can anyone answer some of my questions? I really would enjoy some feedback.
Thanx,
Sun
I just did a warping test on a flat PETG part of about the same area as yours but only 4 mm thick. One was printed with and one without the cooling fan. The rest of the settings were identical each time.
One was printed with 100% fan speed starting at layer 3, the other was printed with the fan completely off for the entire print.
There was clearly less warping with the fan completely off, it was about half as much as with the fan on.
Also, the way you orient the infill will have a big effect on warping. If you can use unidirectional infill, the part will warp more along the axis aligned with the infill walls and less on the axis at right angles to the infill. Depending on how many directions your stresses come from you can sometimes use that to advantage.
Strength really comes from the shell of the object. Aim for a 1-2mm shell for strong parts.
For the warping, have you tried a 3-5mm brim? Maybe lower the nozzle height by .2 through the Z-offset gcode setting? Both should help with adhesion to bed.
I agree with MikeO, cooling can play a big part also. Varying the cooling is something I’ve been experimenting with. Lay down the first few with no cooling from the fan, then cool the third and fourth layer to “lock” in the foundation to resist warping. Still experimenting, but it seems to have helped my projects.
Lastly, build an enclosure to create a more consistent and predictable environment.
Thank you for your replies! They all helped. I knew they would work, I guess I was just looking for a way to do it without brims… But good news is I did anyways. With time comes experience