Dear Lulzbot Forum Community,
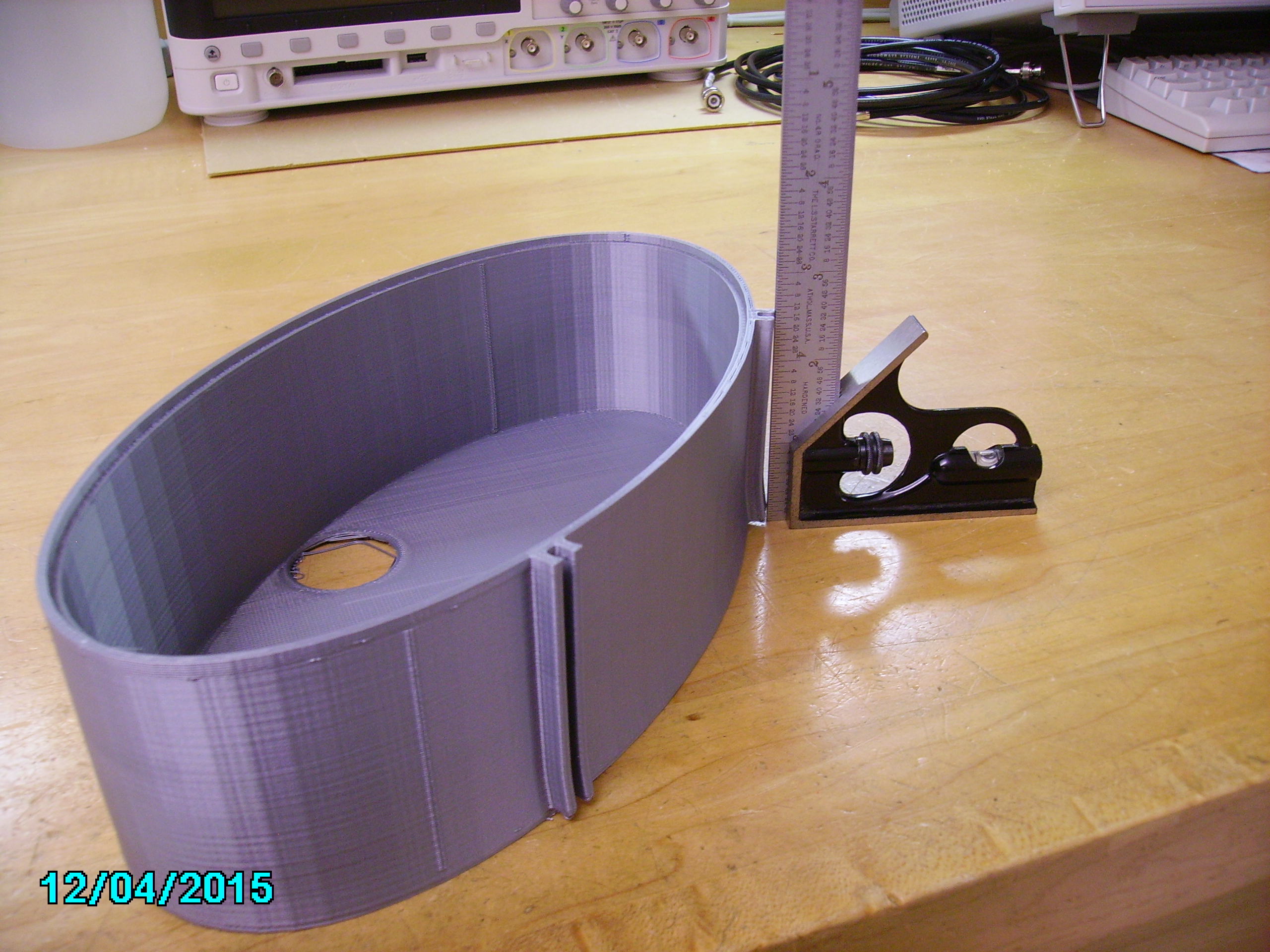
I am getting warping in my part along Z. Please see attached pictures.
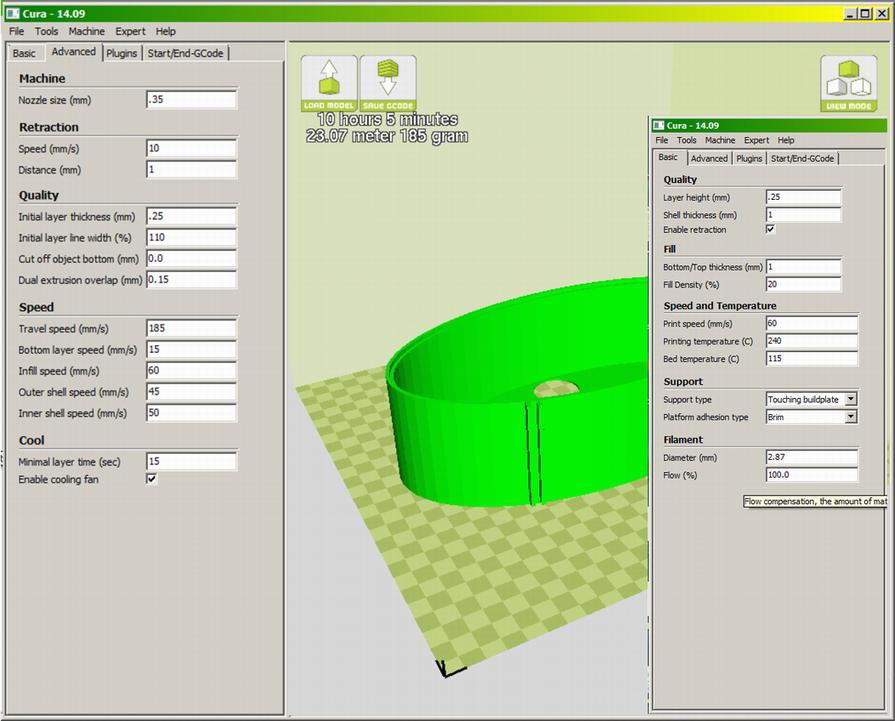
The settings I used are shown in the Cura picture. The file was saved to g-code and the part was printed on the TAZ 5 from the SD card.
ABS tends to contract once above the radiant heat zone of the heated bed. You can try to add a second wall or bump up the infill to combat. Also, this is a specific case where an enclosure may help. You can try throwing a blanket / box over the printer (leave the electronics box outside and be sure nothing will interfere with the moving bits) and see if that helps.
Thank you for the suggestions. I thought about the heat zone above the bed, but I don’t understand why the part should again return to proper dimensions at the top of the part, which is also away from the heat source of the bed?
The lower part contracts during print. When it finished, there is no internal stress left, you are now printing the rest of the part on a “stiff” base, the rest of the part on top has not enough force to shrink itself and the already cooled down lower part.
Hope I expressed myself understandable
I have a similar problem, but I’m currently trying a different, almost opposite method to resolve the problem. The problem occurs on the lower layers of my part. The outer edge is also surrounded by a wall of support material working as an enclosing skirt. What I think is happening is that the lower layers are building up heat to a point that the plastic is still somewhat malleable, but cool enough to shrink. Being kept at a higher temp, and at the early part of the print, it has more time to continue to shrink as compared to the upper layers that are in cooler air and closer to the cooling after the print is complete.
I still need good bed adhesion, so I am printing the first couple of layers at 240/110. After 4 layers, I am dropping the nozzle temp to 235. After layer 6, I am dropping the bed temp to 100 and adding 40% fan to get the plastic to cool and hold it’s shape quickly. The print is about a 7 hour print and I am 1 hr in. I’ll post my results.
Also, my printer is in an enclosure and I am leaving the door open.
My test just finished. Mixed results. The warping was completely eliminated, but there are a couple of spots where there is some slight layer separation. I also found it much easier to remove the support material. I will do the next one with the nozzle temp at around 237. But in general, the outcome was far far superior than before. I do believe the issue is with the lower layers staying warm longer giving it more time to shrink.
Thank you for sharing your experiences.
You mentioned changing the temperatures at a particular layer height(s), may I ask which software you are using to do this?
I have been using CURA (for the Lulzbot), and I don’t see any features in it to support this, so I’m considering switching to a more flexible control software to allow me to manipulate the temperatures at different layers such as you have done.
Thank you in advance.
(Also, my layer adhesion improved when I increased the 230 deg. extruder temp up to 240 deg…)
I was using Simplify3d. It has some nice features, but is not free. You could adjust the temps manually using the LCD controls too. I’ve been busy getting ready for a christmas party, and have not yet tried printing with a bit higher nozzle temp. I think its’ more the bed temp that causes the problem. I know that most people do not use, or advise using a fan, but, in my case, I find it helpful. Maybe it has to do with the particular geometry of the part I am printing. But it works for me. I still use the enclosure to help keep the environment consistent.