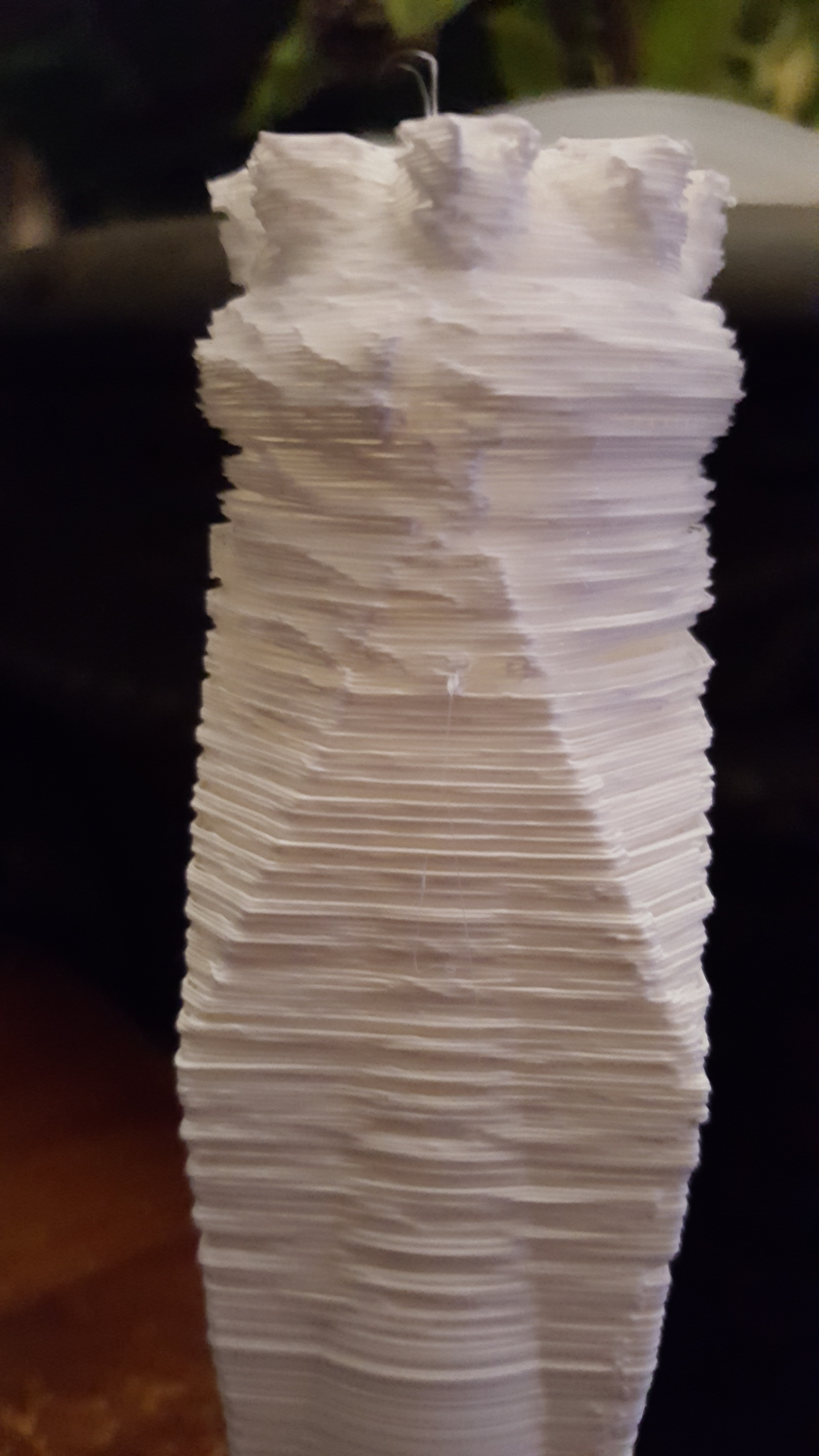
I’m having problems with the quality of my prints using white PLA from Lulzbot. I would describe the problem as a Z-axis adhesion problem, but take a look at the attachment - I might be describing it wrong.
The same settings are working fine with Natural PLA.
At first glance I would look towards cooling issues. Verify that your extruder fan is functioning at all speeds.
In Cura use M106 to turn on the fan and M107 to turn it off.
M106 S100 should turn the fan on to 40%, if it doesn’t engage you may have an issue. I think that should work on a Taz 4 also…
I consider it more likely that your fan settings need adjusted rather than a faulty fan.
PLA benefits from having a fan to cool down the plastic as it exits the extruder, otherwise it is prone to major curling on overhangs and sharp corners. However, you do not want cool the first layer as you want it to adhere well to the bed. The fan should be set to come on at a certain height and should stay on the remainder of the print.
I don’t think it was a cooling issue - the fan was on after the first layer, though I didn’t know that cooling fans could be run at different speeds - good info.
I think it was a Cura profile issue. I was using the Taz4 settings as that’s what the printer is, but the hotend is a v2. Using a slightly tweaked version of the Taz5 settings solved the problem.