When I print I often find my bottom layers spaced apart from on another.
I also find that it is not printing filament when it should. It will miss a few lines on every print every now and then.
Some of the layers appear very rough and I’ve gotten burn marks.
It has been cold here lately and my printer is the basement. The filament is the same spool I got with the printer in December 2013. I’ve looked online and something similar says that it could be bad filament, but i wasn’t sure. I have heard “popping sounds”…
Could it be the tension on the filament drive? My hobble bolt bearing makes a high pitch sound when its traveling. I don’t know if i’m just me or if i’m noticing sounds now that I’ve had a couple bad prints.
Is this hard on the printer?
TAZ 2
Im using slicer fast-auto support profile with a
.stl file using abs
the only slic3r setting i changed this time was my exact filament diameter (2.7mm). my nanometer does notread 2 decimal places.
Your first layer on the octopus can be squished down a little bit more. Change this by raising the Z axis endstop adjustment knowb slightly ( 90-180 degrees counterclockwise).
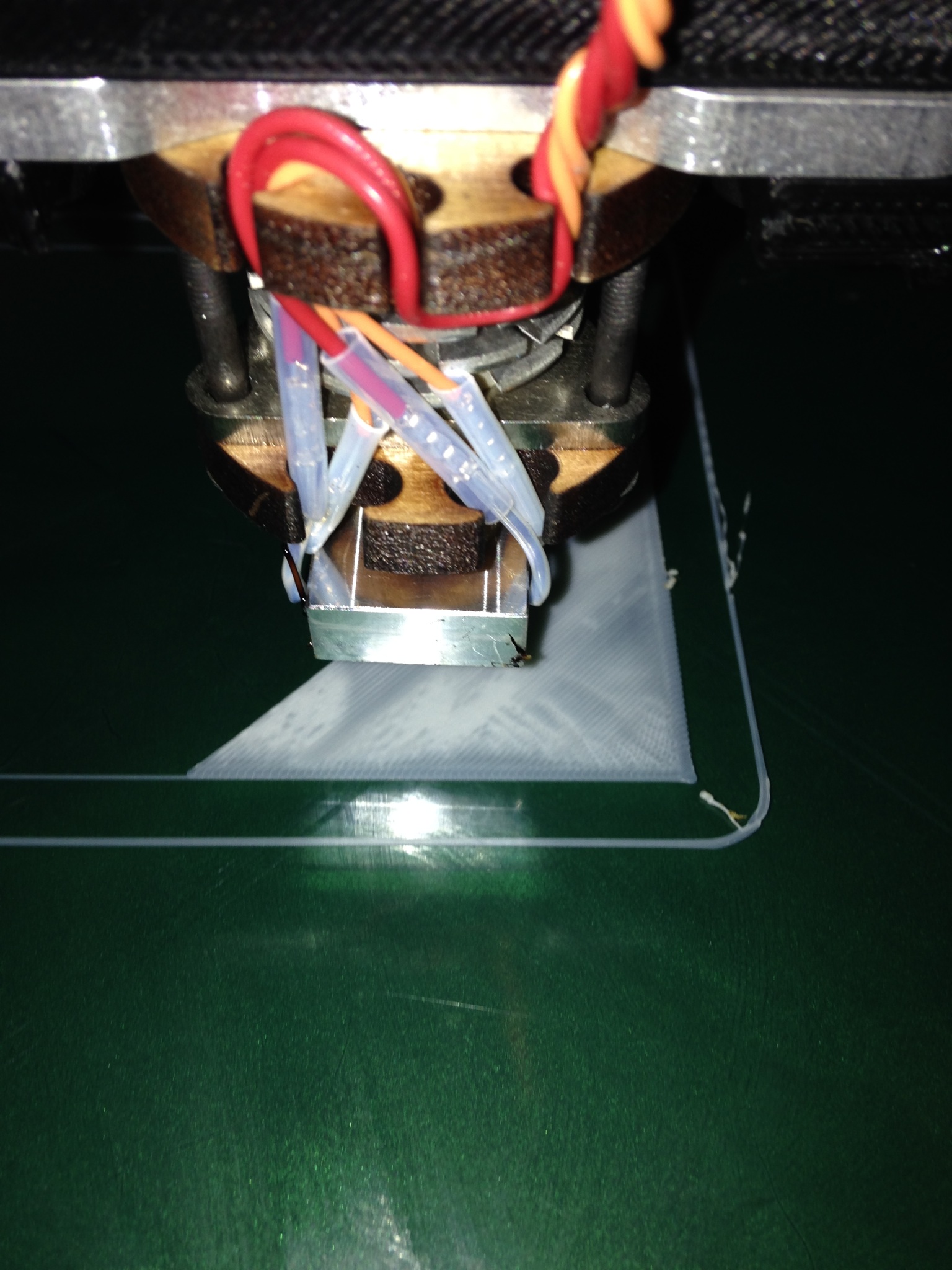
The second image shows what looks to be support. You can decrease the support pattern spacing by changing in Slic3r: Print Settings > Support > Patter Spacing: to 3mm or even 2mm. Does this model absolutely need to be printed with support? It looks like the model may be positioned a mm or so off the bed. Are there large overhangs or is the model floating somewhat? It looks like a raft (not needed these days).
For the last image with the rough surface layers- In Slic3r at Print Settings > Speed > Solid Layers: reduce the speed (in mm) or decrease the percentage. Change the following setting as well: Print Settings > Speed > Top Surface Layers.
If that does not help, try tightening your two extruder screws slightly. If that does not help in Slic3r change: Print Settings > Advanced> Change all to “0”.
Hi,
Its a project I am doing at work, Im trying to get them to buy a printer but i am still a little fresh myself…
I will adjust my z stop accordingly. easy enough.Im not sure if i need supports. I have hosted my .stl file here:
Take note, this was a revit model turned into a .stl https://www.dropbox.com/s/tqrm5btayjyrl8w/150308_LCBEC_Binary_Rescale.stll
I left the interior floor plan walls on in the model so it naturally should support itself? We have structural joists and whatnot in this model but i turned them all off because i wasn’t sure if they would work the same as the do in real life. If on, would i not need supports?
The reason it is printed off center is because i couldn’t figure out how to move the physical position of the model in slic3r so i changed the center point instead. Im not sure why it kept coming in off center in pronterface but i assumed it was project base point error from the Revit model.
How much % is a reasonable amount to reduce at a time?
By the extruder screws you mean the filament tension screws?
When calibrating i run 30mm of filament at approx 27.6mm. not sure how to fix this either without reprogramming slic3r?
Thanks for the help
Aaron
The model if it has internal structures may need to be split into two, one with the base and walls and one with just the upper structure (roof, etc).
You may want to reposition the model by importing the stl into a different modeling application, and verifying it is placed at 0 on the Z axis, or seeing if a part of the model is lower than the rest.
Drop the speed percentage down by say 20% and ajdust from there.
The two extruder screws/filament tension screws will affect how well the extruder can move filament. When doing solid layers, the extruder is trying to move a lot of filament into the hotend and into a small area, so more tension may be required. Tighten slightly and see if that helps.
The extruder is already calibrated, so changing the esteps is not necessary.
OK i have read about splitting model into two, that’s another ball game though for another day.
The printer was printing the bottom slab very poorly before it even got to the walls so i knew it must be some of the something was wrong. I will make adjustments to the follwoign as discussed:
-pattern spacing
-reduce solid layers speed 20%+/-
-reduce top layer speed 20%+/-
-extruder screws
-advacned settings
Take a quick look at the URL I posted above (now hosted with dropbox) & let me know if you think I should print with supports?
I have set the extruder screws fairly tight now, before there was still some gap in the spring.
The extruder is already calibrated, so changing the esteps is not necessary
Perfect that’s exactly what I thought I had read but with a bit of self diagnosis online I was a bit panicked. My measuring must be off quite a bit
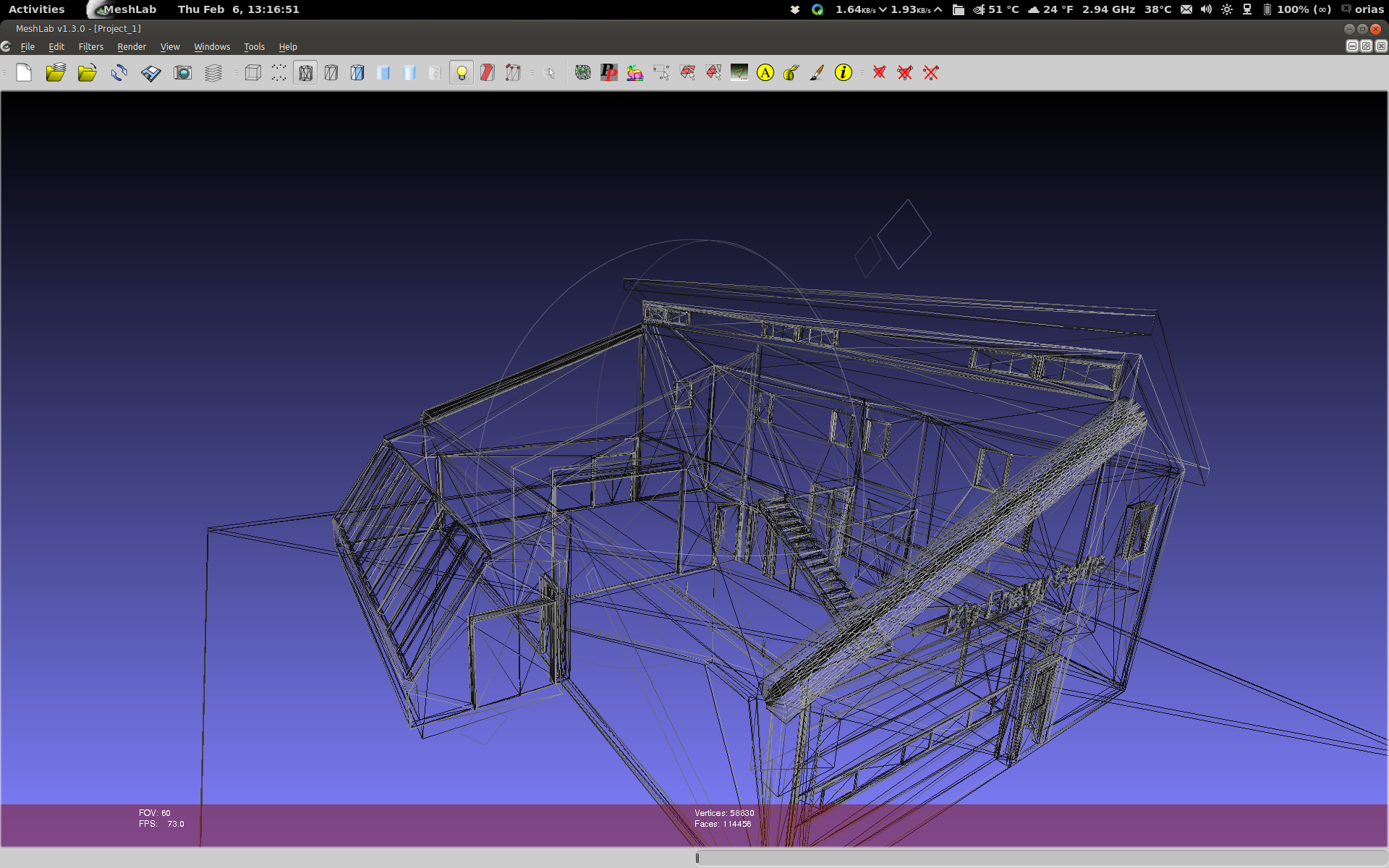
The model linked (which has an extra “l” in the address) has the addon to the building shifted down, below the Z0 plane. There’s also a diamond shapped protuberence in the middle as well that needs to be addressed. You can see it in the image below. Fix that, so the bottom surface is completely flat and it will print much better.
The interior of the model has internal structures that would need support inorder to print well. Splitting the model would keep the interior relatively clean (in terms of support material). You could also potentially fill the model in your modeling program to eliminate the interior walls and surfaces. Ideally, this model would best be printed either split in two, or as a solid (no interior models/surfaces).
Thanks for taking the time to post those photos.
I am still am unable to get the print to print a flat surface normally. it must be my model.
I haven’t yet been able to print a large surface area without it the initial layer having lots of blotchy-like texture.
It is definitely missing “printing” in some area quite often even when I print a novelty .gcode .
I realized that, but the filament first layer is so rough that by the 2nd and 3rd layer, the texture variations add up and it eventually starts to burn because it no longer has a flat surface. The 2nd and third layer are not flat at all?
Do you think this texture variation is because the filament is too cold? and therefore its not sticking in those locations? I wish i could show you a better picture because it happens to all prints. I’m printing just a regular gcode provided by lulzbot.
I have 2 issues, my prints are blotchy and my printer is miss-extruding.
Im using ABS juices yes of course (8 sticks with a 3/4 container full of acetone). I have new filament in the mail right now, but i have a feeling its not the filament but rather my tuning.
I clean my bed with acetone, and re-apply ABS juice before each print and i get the same results. How much of a slurry is needed? I guess the miss extruding issue could be from improper sticking but i swear ive cleaned and re-applied the stuff so many times i might be high!
I moved my printer upstairs where its warmer so temperature shouldn’t be an issue. I’ve gone all the way up to 115 on my bed temperature and my first flat layers come out blotchy and msising patches.
It is skipping areas to print, almost like its retracting more then its printing. I noticed this because of all the area of detail it should be printing but doesn’t. I recently picked all the plastic outve my hobbled bolt teeth.
Im a n00b and i wish i understood my mistakes better, but this is getting tedious.I haven’t had a successful print in over 3 weeks. I wish there was a 3d printer troubleshooting hotlin!!e:P Nobody i know in real life has one of these or has every heard of one to beign with.
STL was uploaded, but im having issues with any STL that i run through slicer.