Hey guys!
At the makerspace I work at, one of the 3D printers we have is a Taz Pro with a dual extrusion head. We have ran into an issue that has stumped us for a while so if you guys have any suggestions it would be greatly appreciated.
For a while, we have only been using extruder 0, since we rarely had a need for using extruder 1. We decided to try to get extruder 1 working so we hooked up the wires for it and got both of them to (kind of) work for dual extrusion. A pretty bad jam happened on extruder 1 so while I was away, it got worked on. After I came back, it appeared that extruder 1 was working perfectly so I gave the dual extrusion another shot. This is when the issue arrised.
Extruder 0’s stepper motor is not turning while printing, but there are some weird things going on with it too:
I can manually tell it to extrude some amount of filament and it will.
When it starts the print job, it does not turn at all, even for the initial purge.
While in the middle of printing a layer, if I pause the printer, manually extrude a bit of filament, and continue the print, it will print the rest of that layer correctly, but once it starts the next layer, it will stop turning again.
The people who worked on it while I was away claimed they only were working on extruder 1, and didnt touch extruder 0.
My best guess is that the computer reading the g-code might be ignoring the extruder commands, however this seems very unlikely to me.
Here is what we’ve tried so far:
Ensure all connections are wired properly
Print something that we know worked before to verify it doesnt now.
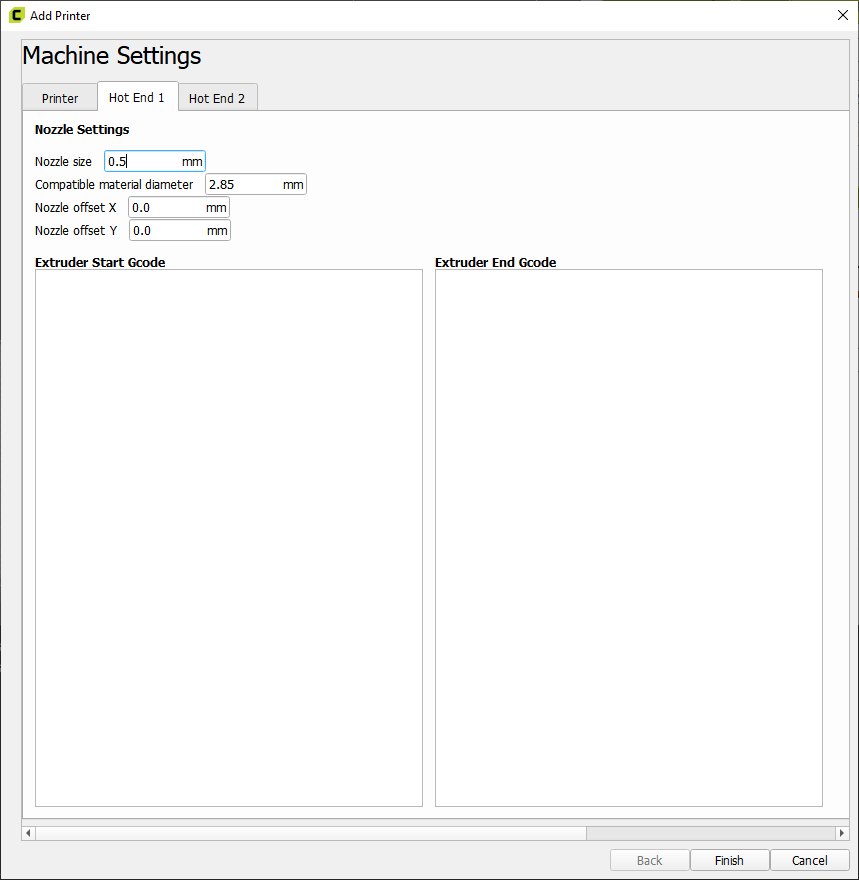
Ensured the temperature settings for our material is correct.
Reinstalled cura and sliced a new model
Selected extruder 1 only for a single color print (which worked just fine)
Factory reset the printer
Updated the printer’s firmware
So far none of this fixed extruder 0’s issue.
Any help would be greatly appreciated. We tried contacting lulzbot’s customer support a couple times, and its been a month and they never responded.
And if whoever is reading this is not able to provide help, I’d still like to thank you for spending the time of reading this rather lengthy post.
Also sorry I couldnt upload any pictures right now. If it will help in the troubleshooting process, let me know and ill see if I can.
Thank you