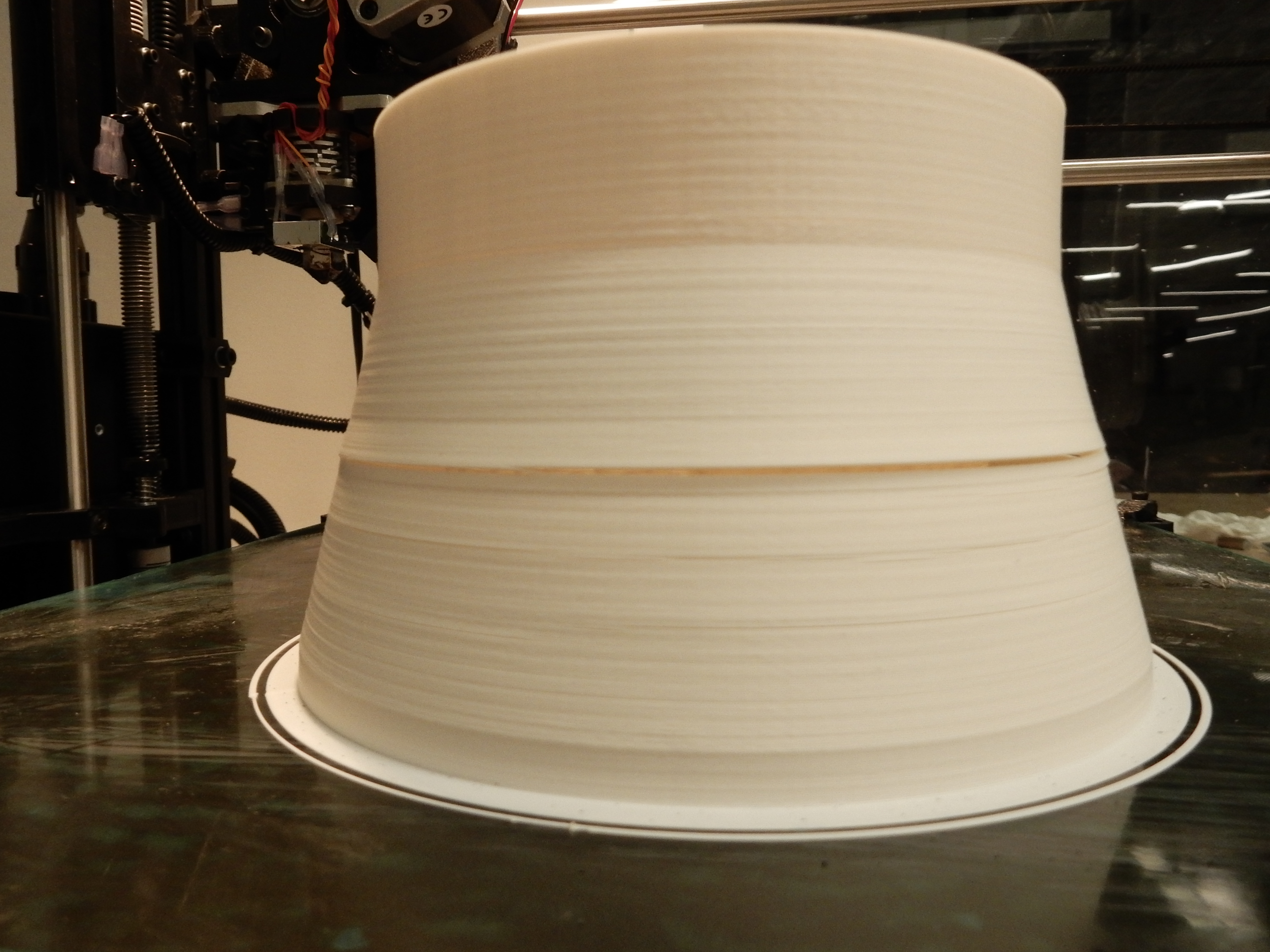
So I cobbed together an enclosure for my TAZ4 out of cardboard. It seems to have helped my ABS prints, but I still have a few nagging issues.Please see the attached photos. I do kinda like the white ABS.
So hopefully you can easily see the cracks. A ~14 hour print job and I end up with a very delicate part just waiting to split into pieces.
How can I remedy this issue? Do I need to add an actual heater to my enclosure to raise the temperature even more in there?
I printed with the Lulzbot provided medium ABS profile. I added a 5mm brim and dropped the extrusion multiplier down to 0.9 from the default 1.0. Infill was honeycomb rather than rectilinear. Dropped fill density down to 30%.
So what can I do? 90% of the layers have bonded very VERY nicely. It’s just a few spots, and one of them pretty much delaminates completely through to the center. I could easily break off the bottom portion of this funnel with a little more than a sneeze and a hiccup.
Do I just live with this and get out some super-glue?
By the way, the height of this is 3.75 inches. Diameter at top is 4.5 inches. Diameter at bottom is 5.7 inches.
My most ambitious part to date.
Thanks in advance for any and all tips and help provided.
Alright, so I’m consistently reading about 92 F inside my “chamber”.
I’m still getting “cracking” and separation around my part like in the center picture above.
No drafts or cold air can get to printer or printing surface.
White ABS plastic. 95c bed and 230c nozzle. Lulzbot ABS profile for medium speed with auto-support.
The fan is turned off. 0.35mm nozzle
What can I do to prevent these cracks? What setting am I not tweaking? What box needs to be checked, or un-checked?
Would changing the extrusion multiplier make a difference?
What about the infill? Using honeycomb. Would a different infill help?
I’m wide open for suggestions here.
Pics will be up tomorrow, but it won’t look much different than the one above.
My TAZ inside an insulated foam box. I have come to the conclusion that ABS is not the material to use when printing larger thin walled parts. It just seems like it is not possible to print parts like the one pictured without some level of warp / splitting. I have begun printing parts with PLA and the results have been impressive. I have not printed any thin wall large parts yet but I suspect the results will be much better than with ABS.
If you don’t need the high heat ability of ABS, you should give PLA a shot. I have been highly impressed with the PLA parts I have printed so far.
I have started to see the same issue printing multiple small parts. The parts I am printing are about 3/4"wide by 1" long and 2 1/2" tall. If I print these one at a time I don’t see any cracking issues. Now if I print multiple ie 4x the cracks appear. I’m wondering if it isn’t a temperature issue, and each part has cooled enough by the time the extruder returns for the next layer that it is leading to delamanation.
I’m printing with the natural color ABS extruder temp of 230C and bed temp of 110C with a 0.25mm nozzle.
The next batch of these I print I will try increasing the extruder temp to see if that helps.
ABS has an inherent characteristic of shrinking when cooling, leading to splitting like you are encountering. An enclosure helps, as it can passively heat the enclosed area. Our 3D printer fleet is enclosed and passively heated by the printers themselves.
Cracks are an easy fix with acetone. I have a few 15+ hour prints and they all get surface cracks. I just dip my 1" painters brush into acetone and brush it over the surface. The acetone seeps into the cracks and bonds them. The bond is actually stronger than the plastic.If you crush the piece you will see that the acetoned crack is not where you part shattered. It’s like plastic welding. The acetone will turn the outer layer/shell into a soft sticky layer, but the acetone will evaporate in seconds which causes the plastic to quickly reharden. One coat of ABS will be fully dry in about 60 seconds. The more coats you use the longer it takes to dry. If you just soak the part in multiple heavy coats it can take up to an hour to fully harden but will be super glossy and look better than injection molding. If you go nuts with the acetone you will end up destroying the part. There is a real fine line between awesome smoothness and total destruction. Play around with it and figure it out. You will eventually get skilled with the acetone and learn to love it. I brush acetone on all of my ABS parts. I now have 5 printers working 24/7 and 3 of them only do ABS. Acetone is a miracle when done correctly.
For reference, the enclosure on a Stratasys commercial printer is kept at approximately 90°C during printing. It appears that on large parts the ABS will have cooled too much by the time the nozzle gets back around to the next layer, and this adhesion problem occurs. Not sure why it seems to be so random though. It may be a result of the apparently random tool path which does not remain consistent through the layers and may allow sections of the print to cool more on a particular layer before retracing. If you can get your enclosure to around 60 maybe 70°C it probably wouldn’t hurt.
I have recently discovered that I can effectively repair split seams like this in ABS with application of a little acetone and a heat gun. I use an x-acto knife to apply a tiny amount of acetone to the split seam, then wave a heat gun set at low over the seam just until I see the seam swell back together. You must be very careful not to apply too much heat for too long or your part will start to gloss and then warp. This method has worked quite well and the seams are holding and appear to be permanent. Try this on some of your junked parts until you get the hang of it.
I’ve gotten much better results (as far as splitting goes) with an extrusion temperature of 240 for the ABS lulzbot sells as well as IC3D “Natural” ABS filament, Bed at 90 or maybe even 100 for long prints. I had one tall’ish, narrow part that kept splitting on me in the same and after increasing the temperature it seems to have fixed the problem. This is without an enclosure in a room that mostly stays around 60 degrees Fahrenheit. Looking to build an enclosure as well, does anyone know of a good place to get those aluminum extrusions in the “Cat Guard”?
Search Thingiverse for “TAZ”. You should get a few hits about enclosures parts. Planned correctly, the acrylic / mdf can sit on top of each other mitigating the need for a frame.