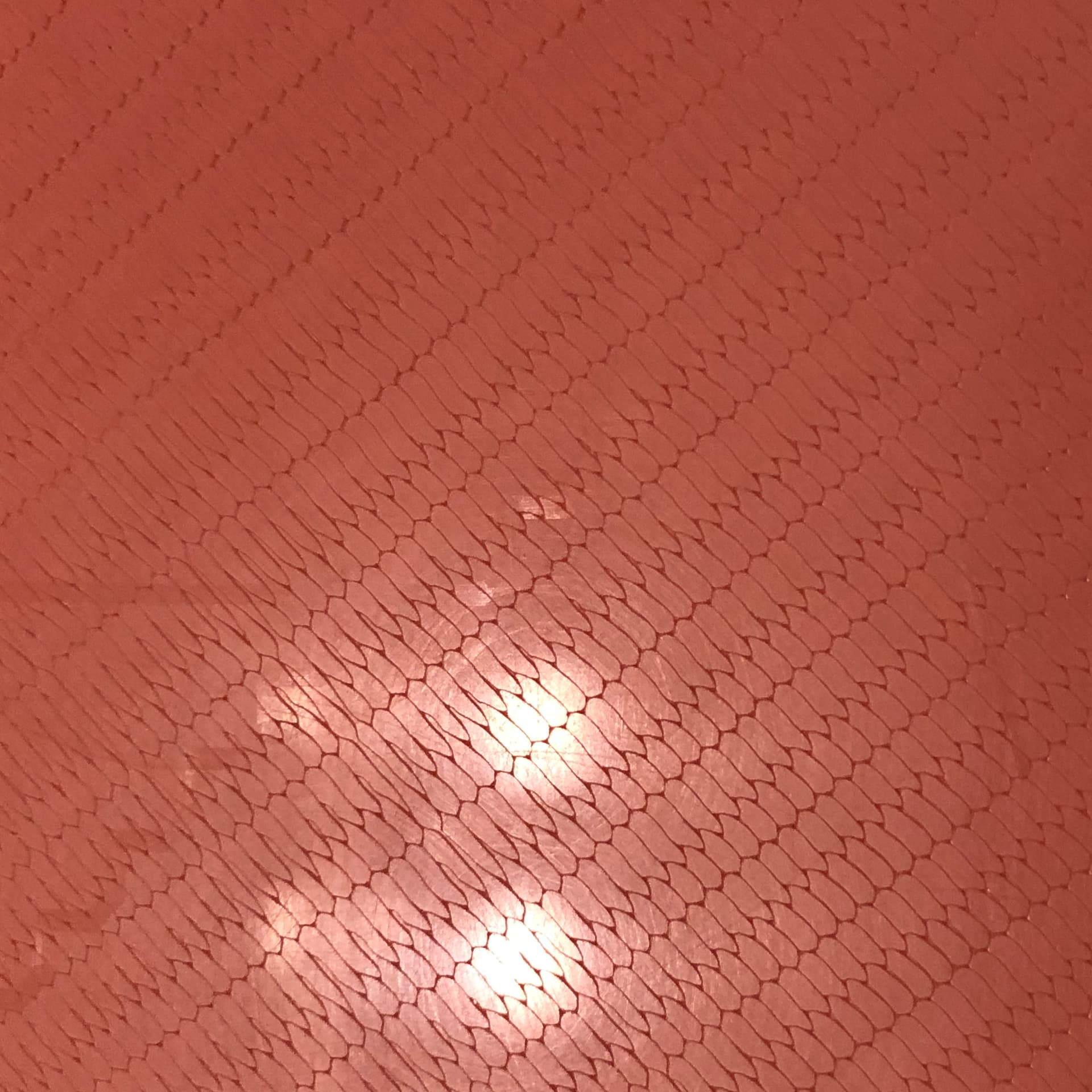
Any idea what causes the rippling effect on the first layer?
I’m printing FilaCube PLA 2. Print temp 210°c and bed temp 38°c. Specs say hot end temp 180°-230° and bed temp - less than 40°c. One more thing, I’m printing on PEX (not PEI).
Thanks, Mike

Any idea what causes the rippling effect on the first layer?
I’m printing FilaCube PLA 2. Print temp 210°c and bed temp 38°c. Specs say hot end temp 180°-230° and bed temp - less than 40°c. One more thing, I’m printing on PEX (not PEI).
Thanks, Mike
In my experience that sort of first layer texture is related to your Z-height offset and/or first layer flow rate. In other words, it’s too squished.
I’d be interested in what others think, though.
Thanks for the feedback. I’ve played with the Z offset and there was no noticeable change. I’m inclined to go along with the flow rate being off. I used Simplify3D to slice and the flow setting there is .95. I’ll change to 1.0 and see if that helps. Also, my layer height is 0.3mm with 1st layer height set to 100% and layer width set to 110%.
Thanks again.
Sounds like you’ve been everywhere I’ve been. Maybe try an initial layer width of 100%.
This is one of my favorite phenomena to look into, mostly because there is so little information about it. In a recent video Angus (Maker’s Muse) briefly mentions it in a video about printing on Garolite before moving on. He calls it “bunching” and we get a quick view of exactly what you’re showing without seeing anything from it further. Most of the time it doesn’t cause an issue other than giving the bottom layer a wrinkled or woven look, but sometimes it will cause the first layer to lift up and cause problems with subsequent layers. After experiencing this and looking at what is happening closely, the amount of material being put down is too great and starts deflecting the print head, so that in parallel layers the deflection becomes great enough that the sheet will eventually buckle to make more space and relieve tension. The interesting part is that the ripples from buckling all occur at the same place and not randomly.
There are some things I’ve been able to do to reliably reduce or eliminate this. As 2str8 mentions changing the flow rate or z-offset. You might need to adjust this a lot more than you think you need. I adjust the flow rate in the printer and not through slicer settings as it seems often the case that the slicer is not doing exactly what you think it is going to do. Try dropping it down to 0.8, and if it still occurs, go lower. Adjust the Z-offset up. Possibly by as much as 0.2 mm, which seems extreme. Try printing some individual strands and measuring them with calipers to verify that the height of the extruded filament is correct.
The last and most interesting approach is to use a first layer pattern with shorter segments, or use a first layer geometry with shorter segments. You’ll notice that the issue never occurs on edges or infill where there are short segments, only in areas where there is a lot of infill which spans long distances. Using an infill which breaks up the space can eliminate the bunching effect all on its own. My favorite for this purpose is octagram spiral, which adds its own nice texture. My guess as to why this works is that it prevents the accumulation of errors over long distances.
You might also check e-steps calibration and actual filament diameter. I’ve adjusted both of these but it never eliminated the problem.
Things I tried which never helped were adjusting first layer height in the slicer, adjusting first layer width in the slicer, and adjusting flow rate in the slicer (I believe there is a Cura LE bug with the first layer flow rate which I never filed because the bug tracker went away), and for the other two, I think material is adjusted proportionally to these values.
Thank you for the in-depth response! It is very enlightening.
Yes, this rippling or bucking takes place while printing a large surface. Small segments do not appear to have this issue, as you mentioned. FWIW, here is photo of the underside of that first layer. Note that the part is quite large and almost fills the entire bed of my TAZ6. The bottom pic show the orientation on the bed. Looking at the closeup, one might think that Z-offset is not low enough, or, the flow rate is perhaps not enough. Anyway, thanks again for the feedback.
Hi 2str8, I’m struggling with my Taz6 and Ninjaflex. You seem to be very knowledgeable, and I need help. Would $50 an hour be reasonable? over Zoom? Thanks. I am a legitimate person. You can see my work at IGHDesigns. Best regards, Sara