Hey Guys,
I thought I would post some pics of my on going AO-101 prints. Hopefully they will improve as time goes on. These are two of my first decent size prints with the Lulzbot green.
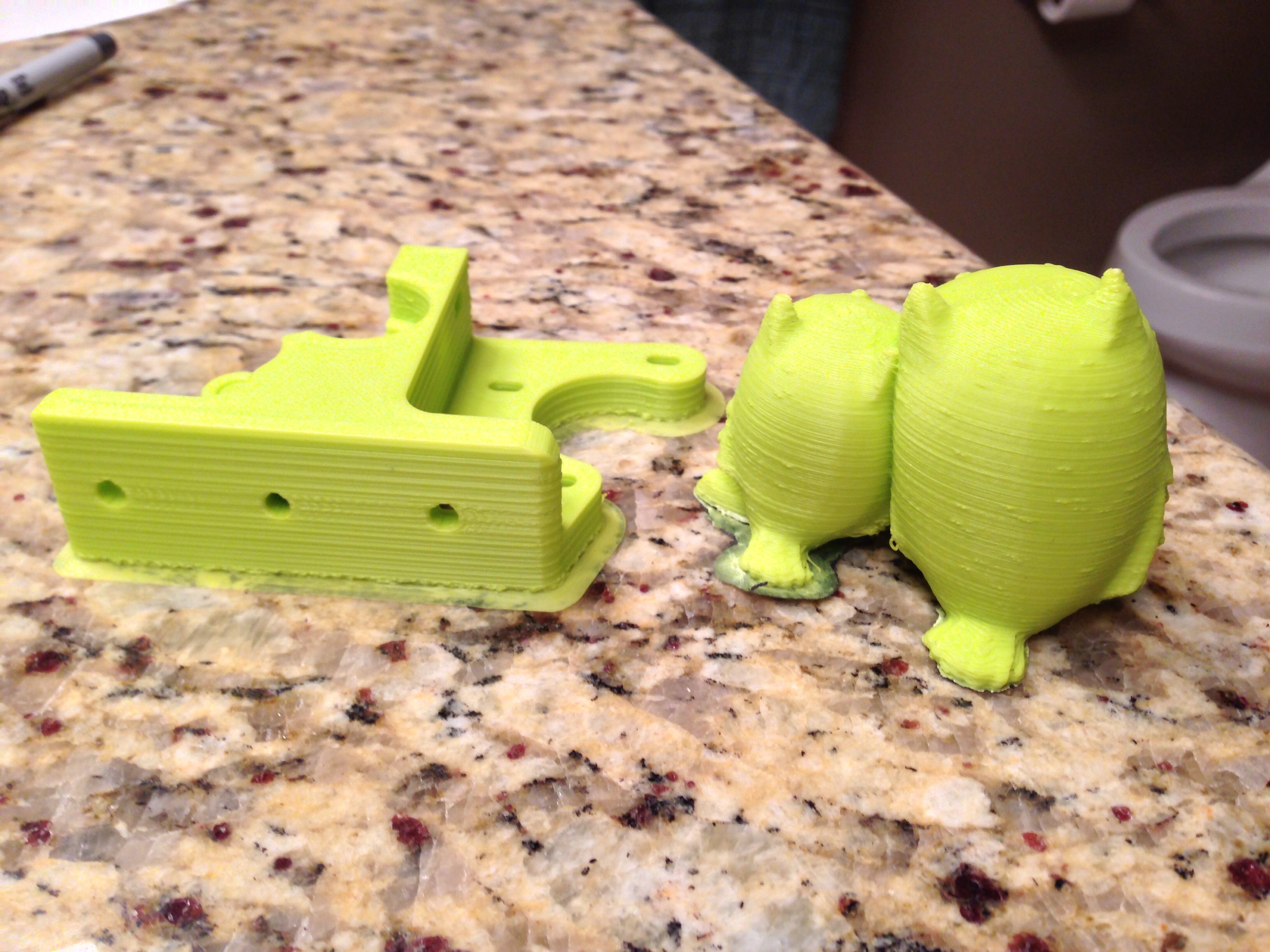
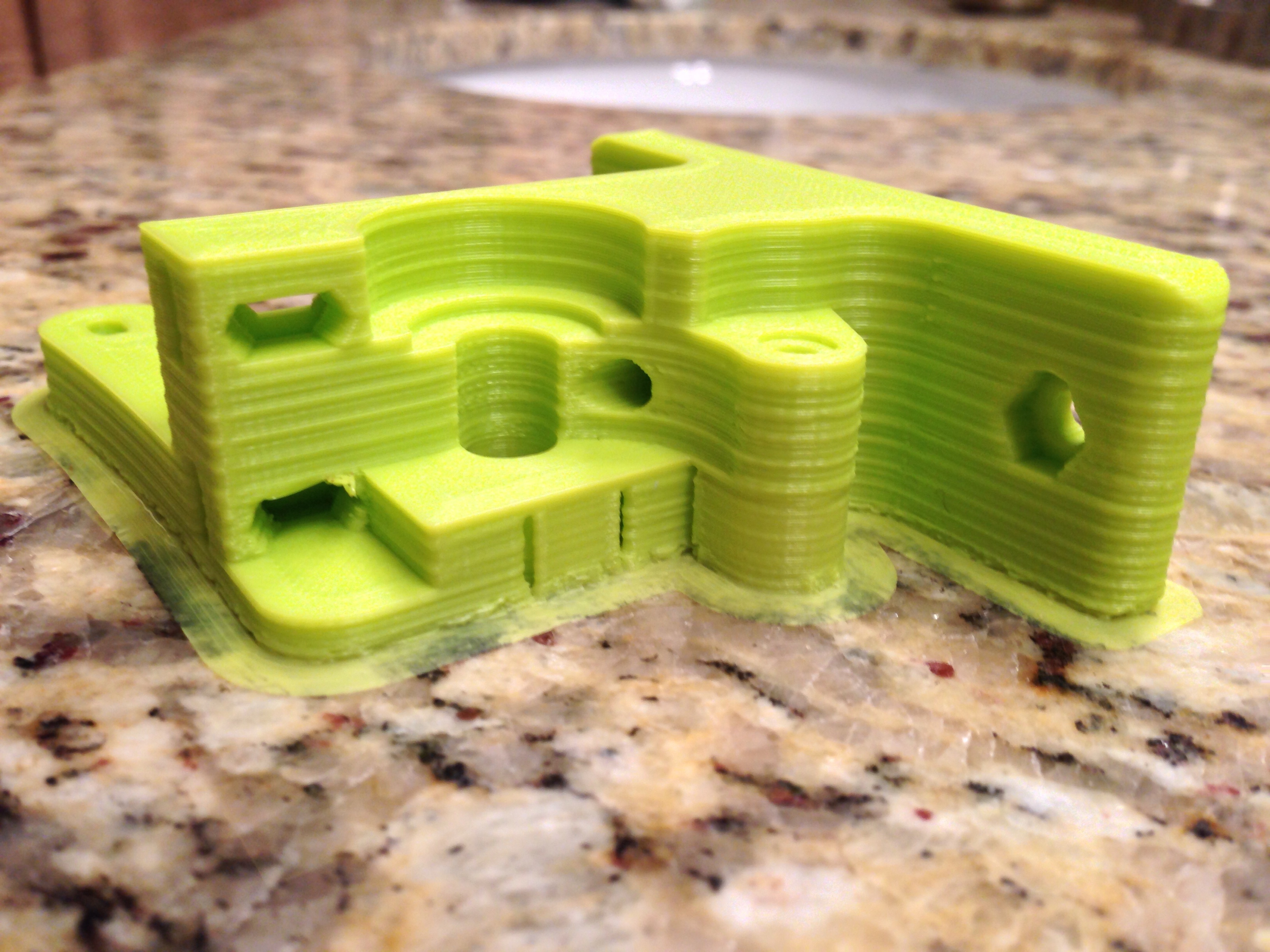
Here is a little owl that I printed based of a Thingiverse STL. I think it looks fairly decent though some noticeable banding. I plan to test out some acetone smoothing on this.
The banding is quite noticable. I adjusted some the qty of perimeters to 8 and the infill to 85% and slowed the speed setting based on some recommendations from Piercet.
Looks nice! That’s actually quite a respectable print quality for a stock AO-101 in my experience anyways. I’m still chasing some banding in my current iteration of the machine. Though i’m hoping the ballscrews finally eliminate that entirely.
The AO-TAZ mod will eliminate most of that. You can also try opening up your X end clamps and making sure that the brass nuts can move freely in the slide pockets.
You can try loosening the M3 screws clamping the Z rods to the motors, gently spinning them by hand to line them up then tightening them again. This should align them a bit better to keep that banding from showing up.
Another fix that has worked quite well for us in the cluster has been to reseat the nuts that drive the Z up and down. You want them to be as tight as possible without preventing the nuts from being able to slide back and forth. The general procedure that we use is to loosen all 4 bolts on top of either x-end, clamp the outer 2 down tightly, then evenly tighten the inner 2 until you can’t wiggle the x’end up and down at all by hand.
The general rule is that if the z rod can’t freely move back and forth in its slot; it’s too tight. If the x-end can rattle up and down around the nut by hand, it’s too loose. Either problem can cause the banding that you’re seeing.
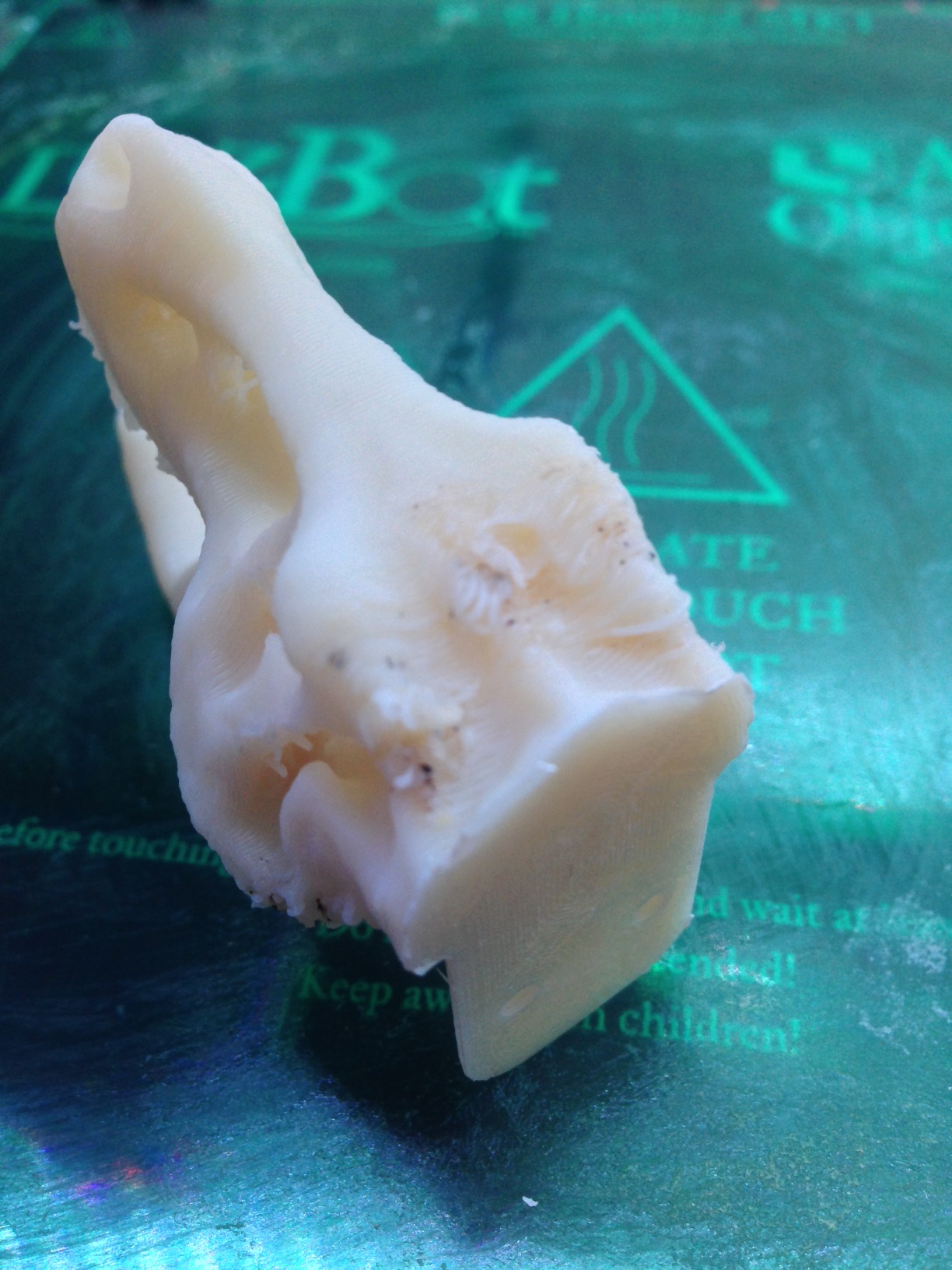
I am looking for some more tips to improve my prints. Disappointed with how some of the overhangs came out. I ran at 230. Lulzbot natural abs. I think it should have been able to handle the short gaps. The teeth came out surprisingly well though.
Thats really not a bad result at all given how small some of those things are. Aside from a major rebuild to the Ballscrew thingy and whatnot, you could look at installing a small cooling fan on the second extruder header to give you the option of using active cooling with very small parts and bridging. Thats the one time you actually do want to use a fan with ABS, and even then it takes some tuning to make it more of a help than a hinderance. You still have a little Z wobble, but you are probably looking at either rebuilding some things, or replacing a threaded rod to get rid of that. Switching over to the thin threaded rod found on the Taz 2/3 might do the trick. You may also want to replace the bearings as they just might be warn enough at this point to allow a bit more movement there than you want depending on how heavily your AO-101 was used before you got it.
Even without the fan, enable the “auto cooling” checkbox in your Slic3r profile if you haven’t already. It’s not checked by default.
Another thing you could do to get a bit better results on the finer details, would be to swap out for a 0.35mm nozzle. The Budaschozzle 2.0 with a .35mm nozzle prints much better than the 1.1 5.0mm nozzle I had on my AO-10x initiallyActually even the 2.0 5.0mm nozzle is a major improvement. if you have one of the older style nozzles with the copper heat sync thingy, you may want to swithch to something else if you are able.
Yes I would like to do some of those upgrades but since I am just starting to do some side printing for the side job. I can’t really have my printer down for very long. So until I get a second printer or stop doing side work I can’t do any major changes.
I turned on autocooling but maybe you could recommend some tweeks. (See below). I will have to design a fan duct and put it on since I am using a custom x-carriage. I designed one to cool the J-head but non for the print.
As for print heads, I switched over to J-head for the time being as I could no longer get the PEET pieces for my budaschnozzle 1.1 so far I have been very happy with the quality.
My cooling threshhold settings are 60, 20, 45. The 10 number you have where mine is at 45 for minimum speed will probably make for better quality but slower small areas. Swapping the minimum layer time to 20 instead of 15 will increase the size of the layer that cooling mode kicks in for. The fan speed settings are about the same on mine, but the AO-10x also doesn’t actually have a fan on it at this point so I’ve got no reccommendation on that yet.
I’d look up some of the printer torture test models on thingiverse and just start messing with the ones dealing with ooze and small parts until you get parts that you like with varying the extrusion rate and temperature a bit. You might get better results on those teeth with retraction ramped up slightly. Some of the excess flash could be filliament moisture related too I suppose. maybe try storing the filliament in a plastic box with a few moisture dessicant packs inside?
Orias,
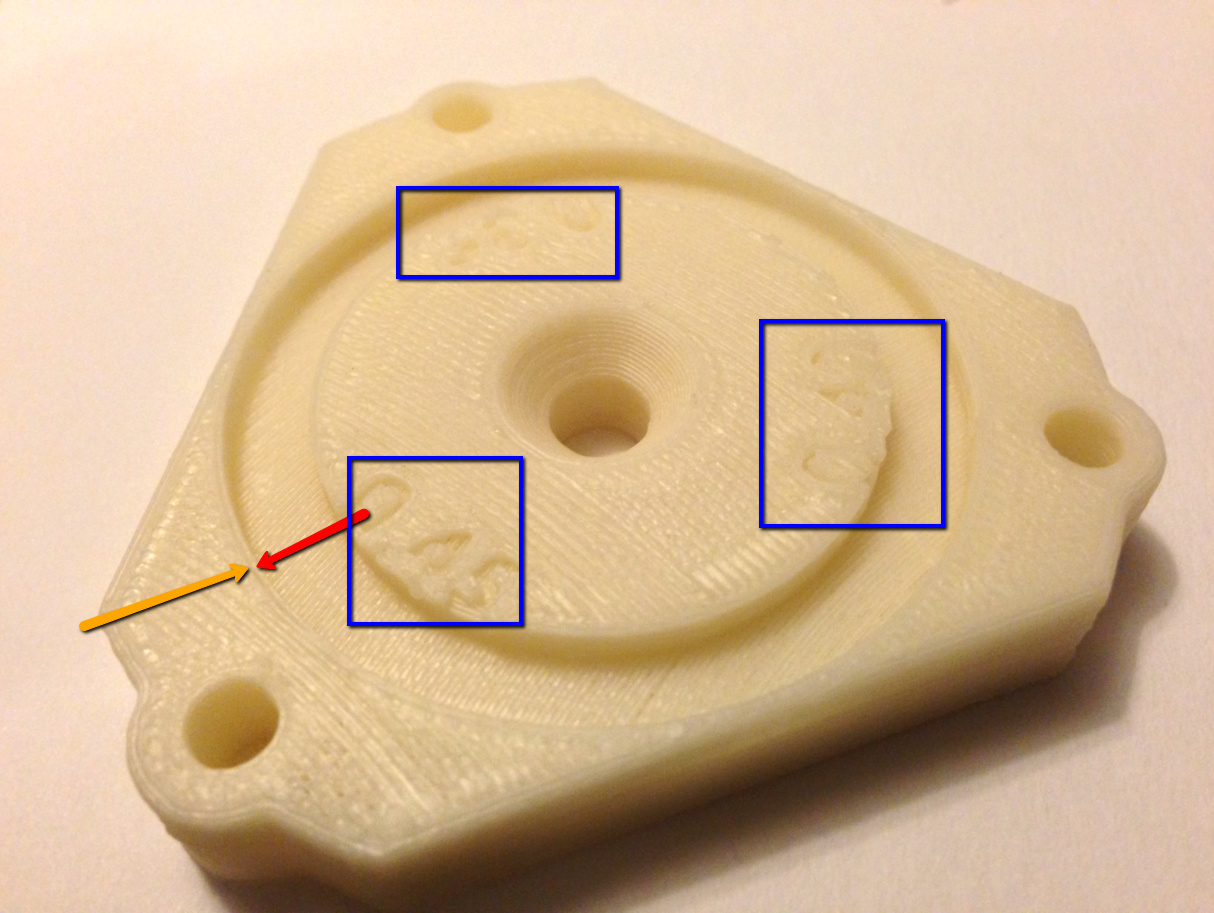
I will just eliminate the text. I am running some print with the increased layers and perimeters.
All,
Any tips for thin walled prints. Trying to print a thin walled voltage cover and it is coming out with the perimeters totally separated from the infill and no solid layer on top. It was supposed to be 3 perimeters and 3 solid layers. (See yellow arrow in first pic)