I’m not sure if this goes in filament or software but here goes:
I’m having issues getting decent print resolution on a “heart gears” print. I also have an Ultimaker2 so I would like to post some comparison pictures and then discuss what I could be doing right/wrong with the TAZ4.
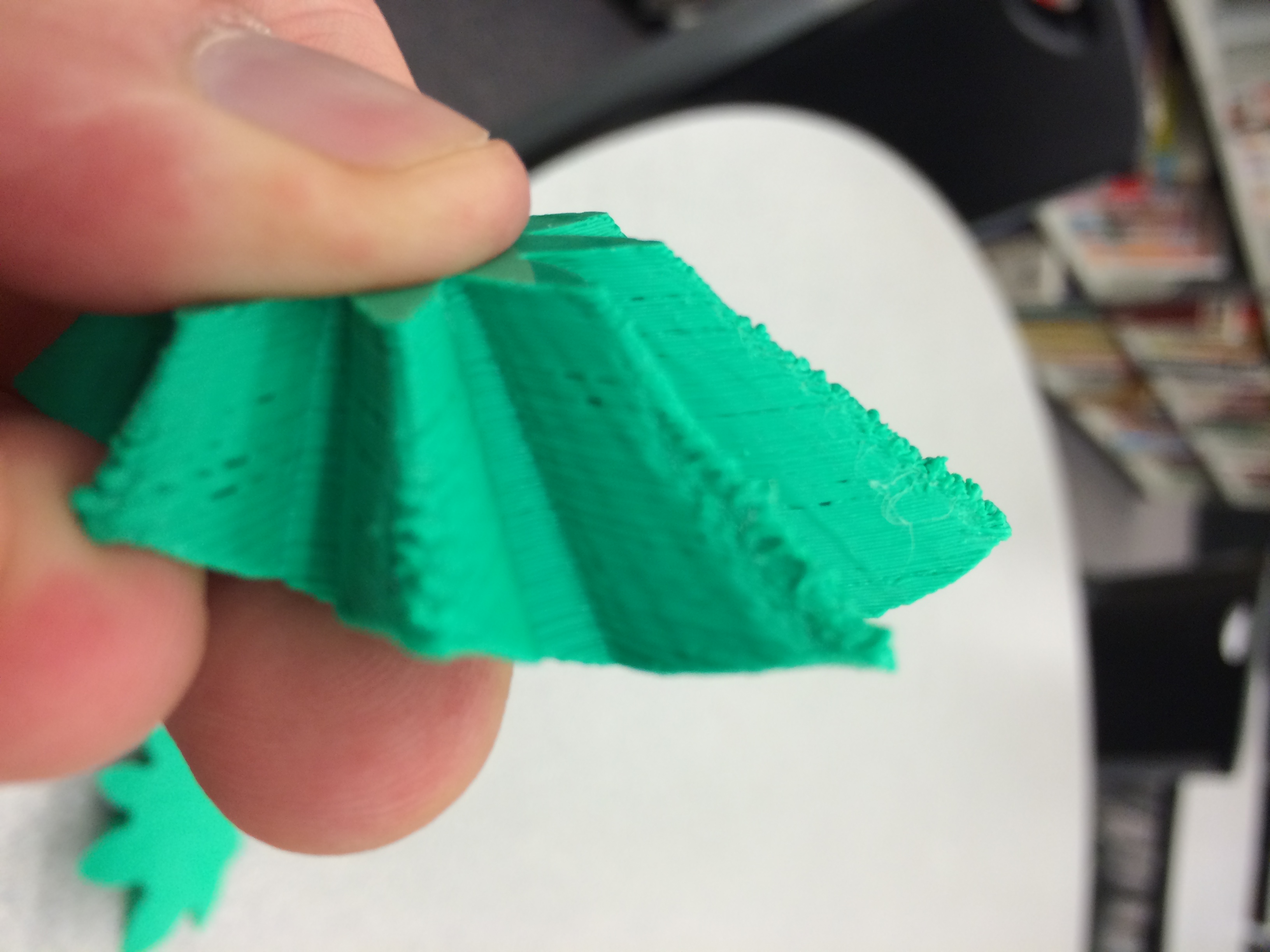
The following picture basically sums up the problem that I’m having.
The (green) print on the left was printed by my TAZ4 and the Print on the right was printed on the Ultimaker. Both were made in Cura 14.09, the TAZ print was made in the ‘lulzbot edition of Cura’. I used the “Medium PLA” Cura profile found on the lulzbot support site and for the Ultimaker I just selected the “medium quality, no support” function in quickprint.
For the filament, I used the recommended PLA settings (185/50).
Can anyone point me in the right direction as to why this is happening? I would really like to get smooth prints again from the TAZ4.
I have some other examples as well which I will post below this one (in the interest of size)
As you can see, there’s quite a bit of overhang, errors, and rough loops where there should be a fine edge.
For this print, I was using the recommended PLA (185/50) settings and used Cura Lulzbot Edition, medium PLA.
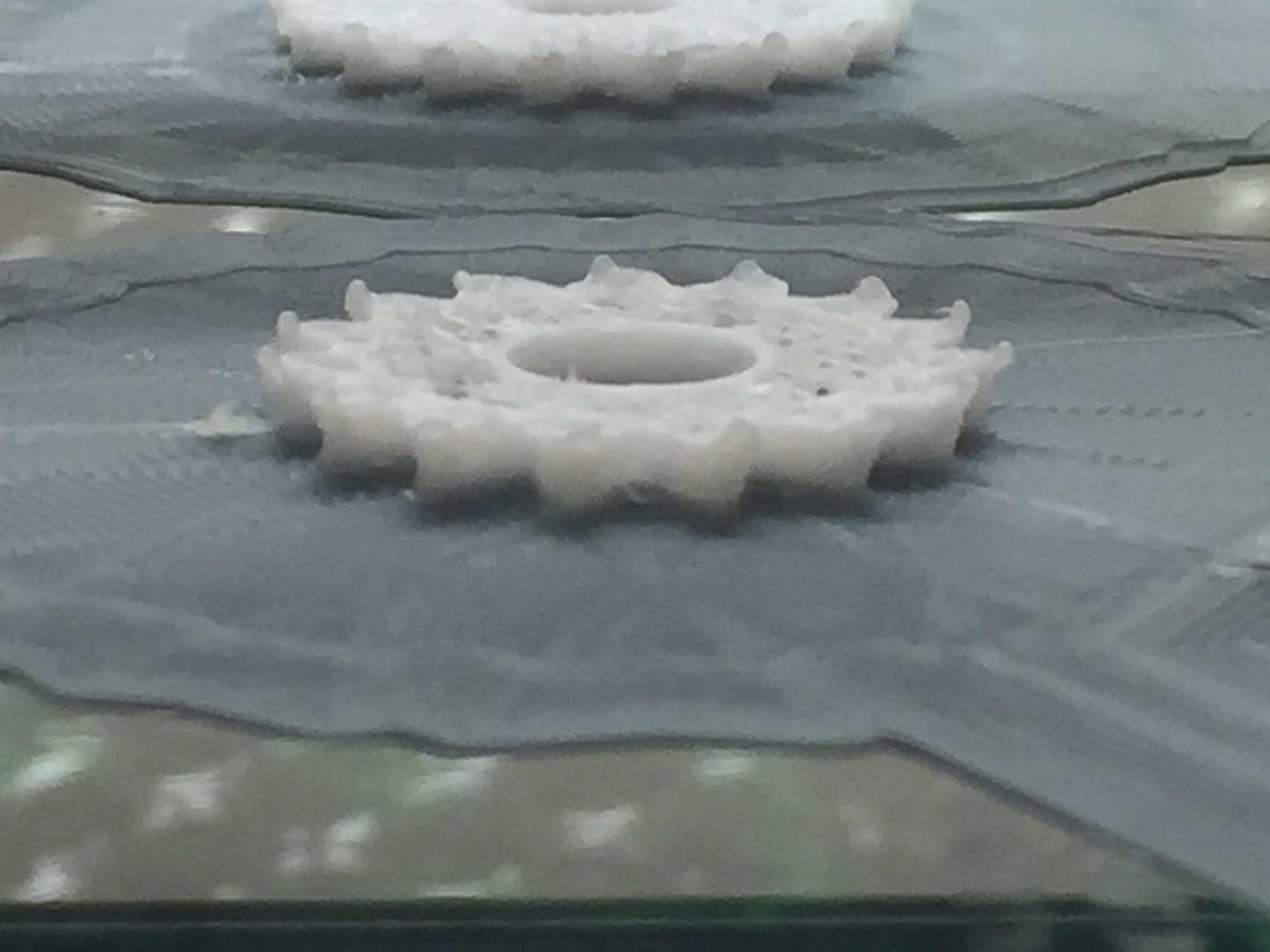
For the following print, I tried increasing the temperature to 190. Here is the result on the same part.
It seems as though increasing the temperature cleaned up the print a little bit. However, you can see that, even during the same print, one edge looks pretty bad while the other one looks ok.
I’ve checked and double checked the level of the print bed so I know that’s not the issue. I get a nice even extrusion when I run the bed level check calibration gcode.
I’m waiting until tomorrow to find out if it’s the slicing software. I haven’t been able to get Slic3r to export any gcode for this file (I posted that in a thread in Software).
If anyone has any advice or tips so that I can get a smooth print of good quality, I would be most appreciative.
I solved what looks like a similar issue by replacing the stock nozzle fan with this one: http://www.thingiverse.com/thing:374906 as recommended by lulzbot staff. I was skeptical but it helped my PLA prints.
Well, as it turns out, I’ve already added that duct.
Complete with “duct seal”. Does it cause a rip in the space-time continuum if you use duct tape on an actual duct?
Also, as you can see, it’s working on the very same print which I’m asking about in this thread. SO…what else could be happening?
Not sure if this helps or not, but I had shockingly wonderful improvements in quality (using ABS mind you) when I slowed the printing speeds down.
I was trying to make a toy spinner. I made a .25 inch diameter cylinder and then had a cone on top that came to a point.
Using Slic3r I adjusted a “cooling threshold” parameter that brought the minimum print speed down to 10 mm/s .
I also made the layers seam position “random”.
I expected completely unusable points, but my eyes bugged out when I saw a perfectly formed “tip” I could insert into my spinners.
I’d suggest you might want to slow your print speeds down. Again, I was using ABS so…
Thanks for the reply edlink. I have prepared a gcode file using slic3r and the settings you recommended. I am currently trying just running the print from a slic3r gcode file that I already exported. I’m basically just seeing if there will be a big difference between the Cura and Slic3r prints. I will try your recommended settings .gcode file in the next couple of days and post results here.
Following this since I am printing a very similar item and I am having each spoke of the part flaring higher and higher up each level of the print. Just now trying to slow it down 30 mm and see if that helps it out at all.
I’m still not having a lot of luck with this print on the TAZ. For the following pictures, the only change was to get the .gcode from Slic3r instead of Cura.
I’m getting the same “curling” on the points of the gear teeth–I’m using ABS so this may not be a filament type problem. It will actually get bad enough in some spots that the nozzle will start to burn the plastic that is tall enough to stick to the side of the extruder. Could the curling possibly be from too much filament? I have it dialed back to 85% but that was after 7 layers were already put down. I’m going to set up Slic3r with the same settings and print it agin so we can see the difference between the 2 softwares for me.
Would/could anyone else run this print to see if others are getting the same issues or if any of us are doing something obviously wrong.
My pertinent settings for that picture are:
slicer = Cura
0.2 = layer height
0.7 = shell thickness
2.85 = diameter–pretty much what I measured
85% = flow-- I dialed it down in the printer settings
1.5 = Z lift–super slow but the nozzle will bang into the gears w/o it
50 = print speed & infill speed
30 = top and bottom speed
15 = inner and outer shell speed
0 = support
30 = brim passes
235/90 = nozzle/bed temps
I’m having issues getting decent print resolution on a “heart gears” print.
Is this the file you are printing from? Three Heart Gears by emmett - Thingiverse
I’m using this .stl HeartGears5-6.stl (7.43 MB)
Would you post your .gcode files and I’ll run it on my TAZ to see if we get the same outcome or differences with PLA and ABS. I also have an E3D nozzle and the new HEX extruder shipping so I will be trying the print with some different nozzles to see what happens.
Not sure about shell speeds and I’m not near TAZ right now.
I do know ABS and tiny points are very tough because ABS shrinks when it cools.
Using the fan helps with that.
Also a fully enclosed printer to trap in heat.
Try the selection in Slic3r that allows you to print infill first. Also try a brim feature.
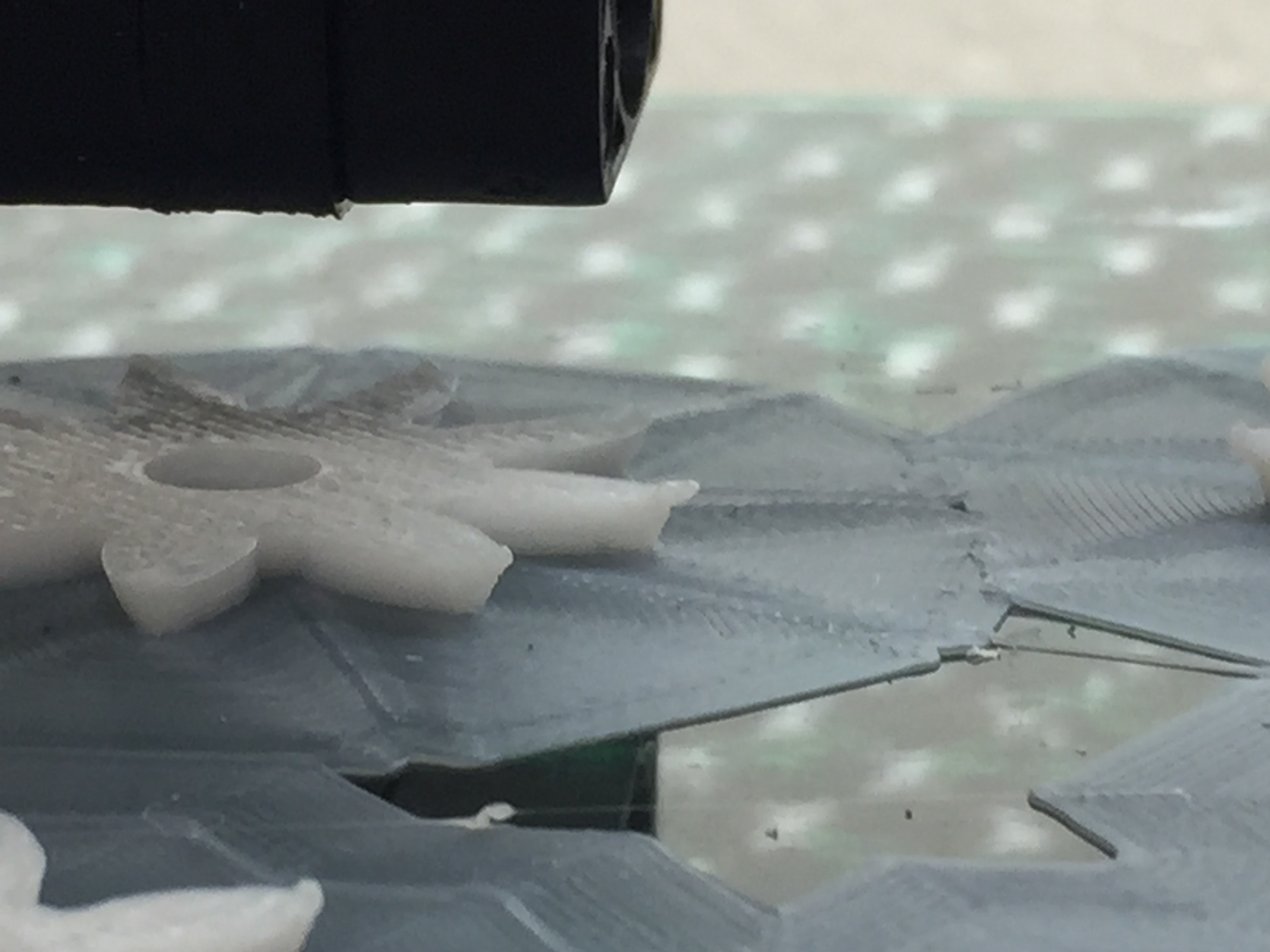
I am still printing using PLA - This time I tried 190/60. I get a smoother extrusion but, as you can see, I’m still getting some bad looping on the corners. However, you may also notice, that I get some edges which come out just fine. There doesn’t seem to be any rhyme or reason to which edges come out and which ones don’t. I will also attach the gcode file for this print.
I forgot to mention that my printer is in a bubble wrap enclosure and the gcode is doing infill first and then working its way to the exterior on the shell layers. I print a 30 wrap brim on almost all ABS prints. I think the curl is coming not from the material shrinking but it is sticking to the bottom of the nozzle and curls up when the nozzle moves around the point. I’ll put up a slow motion video when I go to work tomorrow morning. Sorry for the delay.
From my small experience, I find that filament can be the cause of many of these problems. Different brand and even different colors will often need different settings.
So far I am finding my bad overhang issues were caused by the filament not cooling fast enough. For me, the problem got much better when I increased the fan and decreased the nozzle temp. I have some black shaxxon abs (frys) that I have to print at 230-235 and turn on the fan or it gets pretty bad at overhangs. I also saw that curling up at points issue, both got better as I turned down the nozzle temp and up the fan.
@amcbride
Are you noticing that the teeth on the outside of the print are less affected? I’ve been watching my TAZ print this morning and it seems like a lot of my issues are coming from when the nozzle moves from part to part. I use a 1mm retraction length with a 0.5mm Z lift but I am noticing that a little bit of ooze will form on the nozzle tip and then be deposited on whatever gear point the nozzle moves to next. Once the blob is there it messes things up for a few layers but then a move happens where another blob will be deposited.
Both of these photos are of the same gear. They are one layer different. Why do some photos orient themselves in weird positions! Does anyone know if there is a way to rotate photos after they are uploaded?
@Brew4You I thought that might be one of the issues. I don’t think that’s the case though because I’ve tried to print individual pieces as well. The last images I posted were from attempt to only print one piece of the heart gears (big lobe piece)
I tried it again using some new settings. Basically, I did everything listed above. However, this time I went into the speed options and reduced all of the settings (except for support material) by 10 mm/s. I also increased the fan settings to 55/100 and checked the “always on” box. I had mixed results. See below.
As you can see, I’m still having the same issue. The effect was definitely decreased but it’s still present.
After reading some other forums, I’m wondering if all of this is because I installed the different fan duct than what came with the TAZ (see pic at beginning of this thread). I wonder if there’s too much cooling happening on the heat sink and not enough happening on the print area. I think I’m going to put the stock fan duct back on the TAZ and see how it goes.
The heart gears have a ton of overhangs. Anytime that’s the case you’ll want to have more than one perimeter, and lots of active cooling. The one print cooling fan may not be enough. The gears print best in PLA, and with the extruder fan on, all the time. I used an additional desktop fan, off to the other side of the extruder to print mine: http://www.midsouthmakers.org/2012/02/a-very-maker-3d-valentines-day/
You’ll see that on the side of the fan your overhanging surfaces look good, but the side away from the fan doesn’t look as clean.
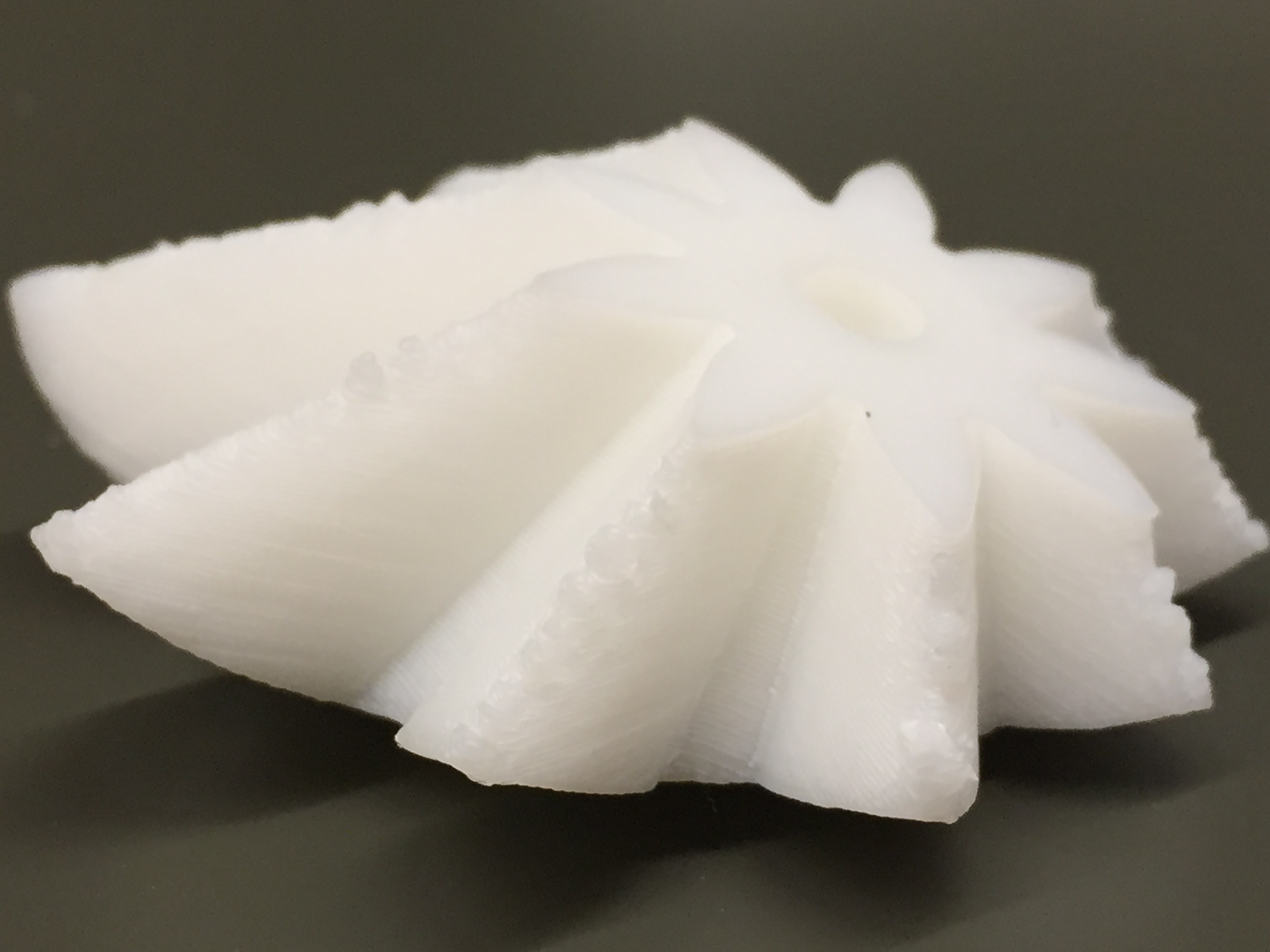
This print was done using the Black PLA (I’m running low on the green stuff). I used the Slic3r config provided on the lulzbot website, “medium_PLA_no-support_pt35nzl_pt22layer”, and nothing more. No adjustments to the speed or fan settings. Just the default medium PLA setting with the default fan.
Print temps are 180/50
There seems to still be the odd layering issue (underextrusion?) that cropped up in the last print.
Honestly, this is getting really frustrating. There doesn’t seem to be anything I can do to get my TAZ4 to print reliably. I want to think that I’m doing the right thing by trying to troubleshoot on my own, posting on forums etc.
I guess what’s most frustrating is that I want this printer to work well. I don’t want to have to do all of this extra work to get things dialed in. I don’t mind tinkering but this feels a bit ridiculous.
All I have to do with the ultimaker is load the gcode from Cura onto the SD card and press “print” and it works perfectly, every time. I desperately wish I could say the same about my TAZ.
Anytime that’s the case you’ll want to have more than one perimeter, and lots of active cooling. The one print cooling fan may not be enough. The gears print best in PLA, and with the extruder fan on, all the time.
probably why the UM2 has a fan on each side, which can happen on the TAZ. This print issue has actually made me consider putting two fans on my TAZ.
Here is from my last print:
Cura, ABS, no fan
.3mm layer height
.35 nozzle
15mm/s perimeter
.85mm shell thickness–this seemed to help.
Cura has the nozzle do a two pass perimeter then it will come back and do a quick jiggly pass on the inside of the perimeter wall. It seems like the plastic gets semi-molten again and sags down enough to keep the gear point level with the rest of the build. I would say that the rest comes down to needing a smaller nozzle so that the overhanging material is smaller and has more to grab onto relative to its mass. But the UM2 has a .4mm nozzle so that throws that logic out–somewhat.
I’m going to run this print with the same slice settings. amcbride you should do the same with PLA in both machines so we can get a nice comparison. Note what the fans are doing on you UM2. overhang_test.stl (980 KB)
The thought definitely occurred to me regarding the dual fan setup of the U2. I will attempt to print the overhang test as soon as I can. I currently have the U2 ‘rented out’ to a classroom teacher (I work in a school district). When I get it back, I will do the test print.
So far, all of my print attempts of the heart gears have had 2 (min) perimeters, the box for ‘always on’ checked for the fan, and fan speeds set to Min: 55 Max: 100 in Slic3r. I noticed that, during the print, the fan was usually running at 100%
In the meantime, I will try a print with a ‘desktop fan’ blowing on a PLA print on the TAZ and see what improves.