infill (25%) sometime not starting after perimeter (probably solved)
curling (normal with ABS ?)
layer not sticking well
top infill not filling enough
All the print are done at 230C in a room at 21-22 Celcius and 40% humidity.
Greg Wade Reload Extruder. No problem with adhesion on heatbed (at 120C)
E_Step calibrated without hotend with this filament.
The average filament diameter is 2.8 and this is what is use in slic3r.
I’m slicing with slic3r 0.9.8 (I have not switched jet to 0.9.9). Couldn’t attach the config file (3 files max) so get it here.
Edit : For almost all purpose the printer is a Prusa Mendel i2
Edit 2 : With a Budashnozzle 1.2, 0.35mm
Problems details:
Problem 1 and 2 noticed with the 20mm box.
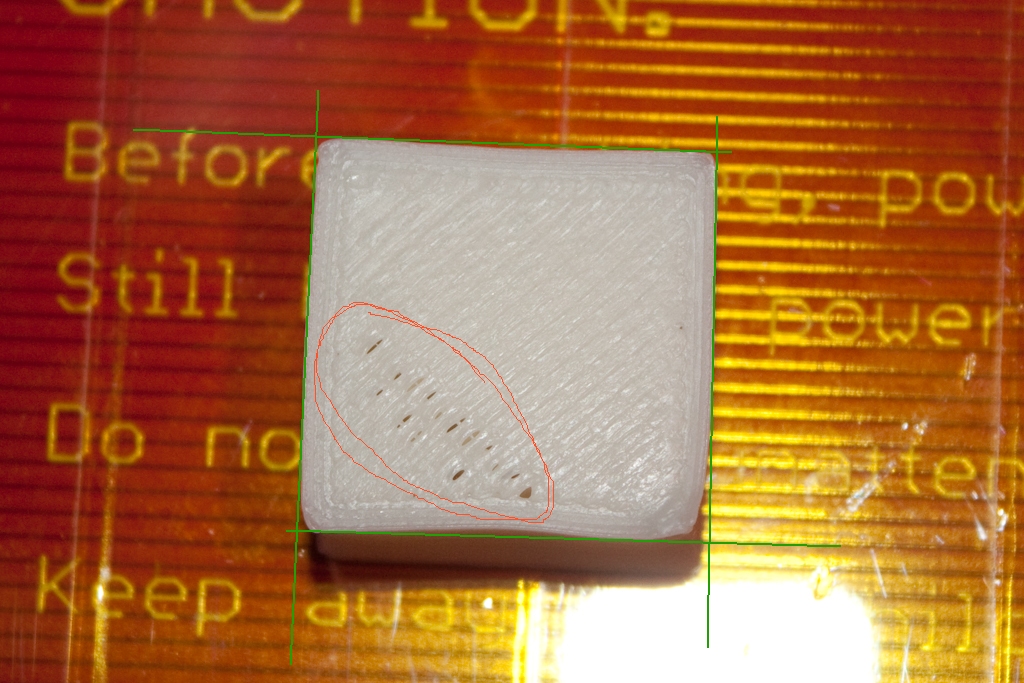
Sometime (not every layer) when stating to make the 25% infill, the infill would not start immediatly and coming out dotty over the last infill. Jebba suggested tweeking the retraction, which I still have to test to my liking. The red circling in the picture is what I think the result of a bad infill under the top layer.
The side of the box are not straight, I read that it may be link to ABS cooling to fast and infill cooling pulling on perimeter. I make sens, I’m thinking of boxing my printer so it will keep a higher temperature around. Would it help ?
Problem 3 and 4 where notice while printing a self design model.
You can see in the picture where the arrow points some layer clearly where not sticking well. I clued them with homemade ABS cement. Other layer not pointed with arrows are not sticking well. What could I do ? rising print temp ? would boxing the printer help ?
You can see in the picture that the top of this fence post is not 100% filled. The other post is better filled, but it could be better. I haven’t configure extrusion multiplier could it help ?
Try turning on Brim found under Print Settings > Skirt and Brim and try 5mm. I haven’t had any curling issues anymore, even doing whole-bed sized prints when printing on a heated glass bed, with PET film and ABS slurry.
I noticed in your Slic3r config that you have your first layer height set to 0.35mm, which is the same size as your nozzle. I usually keep the first layer height the same as the normal layer height. I usually run at 0.2mm as well. Take a look at your Z-axis endstop tuning. I usually use a thin piece of paper and slowly adjust the endstop until the tip of the nozzle grabs the piece of paper and prevents me from sliding it in between the glass bed and nozzle.
I run into this occasionally, when printing items with smaller surface layers. I usually increase my infill percentage to alleviate that or add another surface layer (4 instead of 3)
It would help with ABS, but I think the problem you are having is related to the speed at which you are printing, you may want to print a little bit faster, and maybe drop the heated bed temp to 110.
It wouldn’t hurt. Have you tried to print them with a higher infill percentage? It looks like that is only happening on the small columns.
I was not expecting that. I always thought that lower speed would always be better and less risky that higher speed. Now, I’m a little confuse by all the speed you can set : Perimeter, Small Perimeter, External Premeter, etc.
Do I make all of them faster of what ?
How do you rise the speed ?
What are the important speed ?
I sadden me that you would say that because I was thinking of printing without infill at all and without bottom layer in order to make them hollow. But in that case, I try adding more external perimeters.
Edit :
ini and txt are not permited, I would have edited my first post with my config file.
On all of the 3D printers I have owned / built, as a general rule of thumb, I always set the first layer height to 1/2 layer height. So if I am extruding through a .5mm nozzle with a layer height of .35 I will set the first layer ratio to .5 which gives me a nice flat, solid, .15-ish first layer. I find that this helps with sticking, as well as first layer gaps. I also never print at the extrusion diameter for layer height. You really want those layers to flatten out a little to promote better adhesion, and build quality.
I have also found that you do have to slow things down for smaller items, and speed them up for larger items. When doing something like a 4X AA battery holder I set all the speeds to something under 70mm/sec and for larger things like the tool holder I designed I kick the nozzle temp up to 235c and print everything at 140mm/sec. I have also noticed that I get better results on tiny colums when I use a fan to cool the layers of the columns.