Good afternoon, BRAND NEW to 3D printing. I am a hobbyist now, but looking to introduce new products on my webstore once I get the hang of this. Received my Workhorse, followed the instructional, printed the sample Rocktopuss using the provided sample of PLA. Switched to black Amazon Basics ABS in 2.85mm, printed another sample Rocktopuss, no problems. Then I tried to print other items, and it won’t print with the ABS. Have nozzle temp at 240 for the ABS, it purges the black each time I tell it to, so I don’t think it’s a nozzle issue. The print head does its thing, but no filament comes out. I ran the same file that wouldn’t print in ABS with the left over PLA to make sure it wasn’t a file issue and no issues, printed fine. Tried to do the orig Rocktopuss in the ABS again, no print. I chose the right filament in the “prepare” portion. Any help would be appreciated. Thanks
Keep increasing temperature by 5 degrees until you can manually extrude.
Or until you see ABS dripping out of nozzle.
Make sure you didn’t “strip” the filament at the hobbed bolt.
Stripped filament won’t feed, which obviously then means if won’t extrude.
Once you start extruding, I hope you have an enclosure for your printer.
ABS is extremely sensitive to room drafts and ambient temperature.
“The print head does its thing, but no filament comes out.”
That usually means a clog. Also, it’s possible you have not fed enough filament into the toolhead for the mechanism to extrude.
The thing about troubleshooting these challenges with new 3D printer folks is that most of the challenges with prints are the user’s inexperience - speaking from experience. It took me awhile to learn my machine, tricks and troubleshooting my setup to get good prints.
I am currently about 99% successful first pass – experience matters.
Here’s my general printing with ABS recommendations:
- Buy or build an enclosure - ABS likes higher ambient and uniform temperature when printing - just do it.
- Heat the bed/printer up before attempting to print anything. I usually set the bed to 105 C and leave it for about 15 minutes AFTER it reaches the set temp (105 C) before I try to print.
- Heat the tool head as well - I usually set it to about 140C while the bed is heating up. You want everything at or near operating temperature before attempting to zero the head-to-bed or print.
- Make sure the nozzle surface is clean - The printer wipes the nozzle before printing however, before I start a print with any material, I manually clean the nozzle using a ScotchBrite one sided sponge while at my pre-temp (140 C) . You can buy these at the grocery store. I wipe left-right and forward-back. This extra nozzle cleaning effort is well worth the effort.
- Stick with well-known industry filaments. There’s a lot of great stuff out there but avoid the cheap no name filaments “Amazon Basic ABS”… really? I like IC3D ABS and Verbatim works best for PLA though there are other name brands that are pretty good. You should have filament profiles in your version of Cura Lulzbot – USE THOSE filament brands/profiles until you experience up.
- My favorite version of Cura is 3.6.20 and I use the default profiles for most everything with good results. The only setting I routine change for all materials and speeds is: Shell > Z Seam Alignment > Random.
- For small contact area parts you will need a brim (maybe lots with tall parts) with ABS. PLA and PETG are very sticky so not so much.
- A clean print surface is important but don’t obsess. I clean the PEI infrequently with the recommended Alcohol/water solution. It’s more important to get the big you-can-stuff off then a sterile surface. No, really I don’t clean it with alcohol that much and try to not touch the surface with you hands, etc…
- That Lulzbot print remover knifing thing? Forget it – almost worthless, better use as a butter or jam spreader. Go buy a thin stainless steel scraper (joint knife I think) from home depot. Like the kind you might apply spackle with. Flexible and not too stiff about 4 inches wide.
- Changing filamant same toolhead – going from ABS to PLA can create problems and more than usual clogs. Make sure the different material is out if possible when changing material. Learn how to do a cold pull for the different materials. Currently for my TAZ 6, I have a separate tool head for PLA, ABS (the original types that came with the machine). I also have an Aerostruder I use exclusively for flexibles, and a Micro for small parts as well the Dual. I always do a cold pull before changing tool heads and don’t forget to “Update the firmware” with the toolhead change or you’ll get funky weird prints.
Good luck, learn-learn and don’t give up.
ABS is a tricky material to start with because it has a reputation for warping. This is why use of an enclosure is advised (it is sensitive to the temperature of the air in the room or any drafts). It isn’t beginner-friendly material.
If you want to learn your way around the printer, start with PLA then, as you gain experience, you can start to work on filaments that need a little more fuss to print.
Is there a reason you specifically need ABS? If you just want a material that isn’t as brittle as PLA then use PETG. It has many of the material qualities of ABS but doesn’t warp like ABS does, doesn’t need a build enclosure, and that makes it a lot easier to use.
I’m using IC3D PETG on my Workhorse and getting great results. PETG prints in temp ranges of around 250-260°C on the Workhorse with a speed of around 40mm/sec for good results.
Sorry, but I REALLY don’t believe you’re using standard/stock profiles and getting good parts. I just don’t.
If you are, you got an entirely different printer than we did.
NOTHING to do with warping. It prints an item and then it doesn’t print an item. I have to run “change filament” between items and sometimes it takes 3-4 attempts to get it to print. Same filament, same room, same temp in the room, same temp at the nozzle, same temp on the bed. DONE. Calling Amex in the am to dispute the charge. This machine is a piece of shit. Made in the USA, used to mean something. Lulzbot cares NOTHING about that.
“Sorry, but I REALLY don’t believe you’re using standard/stock profiles and getting good parts. I just don’t.”
What would be my motivation to lie to you?
Post a video of your printer failing just as you claim.
You can upload it youtube and link it here…

It manually extrudes at 240. Printed at 240. Tech said to increase by 5 until 260 and see what happens. Did that and nothing. It eventually printed at 240, once. But wouldn’t do it again. It feeds just fine. So I run a “change filament” reseed, it purges every time. Then it takes maybe 5-7 minutes for the temp to drop down to 160 and then back up to 240 while it calibrates, and then won’t print, I almost feel like the head isn’t getting hot enough to melt the ABS.
I’ve watched it. It touches all 4 equally, to the best of my knowledge, then finished at my front left corner, then goes to the printing start. And Ive had a few prints in-between many non prints. It manually extrudes, it extrudes when I purge, but I will clean the nozzle. Thanks
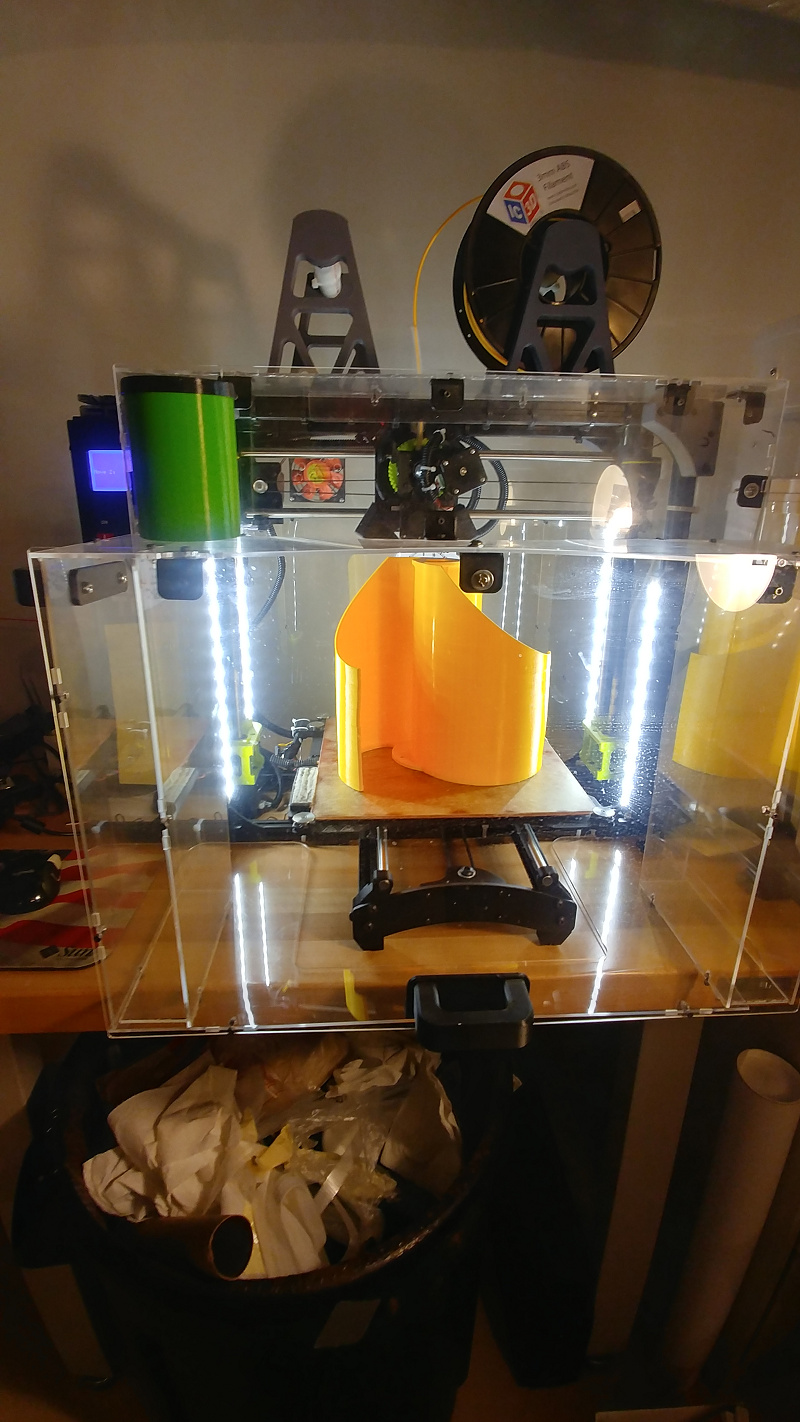
This image is of a Savonius wind turbine printed in ABS. It is almost 100% of the capable volume of our printers. It is very large - 20+ hours.
I used the high speed ABS (IC3D) profile with a 2 mm brim, 40% infill and z seam alignment random. I almost always use ABS - with the right setup, good filament and clean nozzle (tip and sides) it prints very-very good.
Print temp in the profile is 245C and the bed is 105C - don’t try to invent settings, use stock profiles…
Re-read my post in this thread… You need an enclosure to print ABS, period.
To be blunt, that Amazon ABS is probably clogging your nozzle and most likely crap filament. GET THE GOOD STUFF.
Without an enclosure, consider PETG but know that this filament gums up the tip of your nozzle and you will need to heat it up and clean the tip well before use.
Thank you. I will order the IC3D, I will enclose. I think ABS is best for my ashtrays, which for now will be 85% of what Im printing until I can come with other things I can make for my business. Your enclosure looks to be quite sophisticated. Do you think I could simply make a square box from plexiglass and cover the whole thing?
Can you extrude ABS filament when the extruder is raised above the bed?
Do you see teeth marks from the hobbed gear when you unload the filament? Have you tried tightening down the idler a bit more?
A brim can help warping. Corners are prone to warping, a 1-2 layer disc added to the corners can help tack them down.
You can buy the lulzbot enclosure which is pictured above or make one yourself, mines a cabinet type thing with plexiglass doors, I’ll take a pic later. Also you mention 65degrees on the bed, for abs I’m running 105.
yes, I can extrude ABS when the head is raised. I do have teeth marks on the filament, and have tried to tighten down the tension. I have no problems with warping, I have a problem with printing. It just won’t print ABS.
Okay. If you can extrude in mid-air, that’s a good sign.
When you try printing, does it go through the motions of printing the object with the extruder gear moving? Or does it just sit in the home position?
If the printer is going through the motion of printing with nothing extruding to the bed, then it sounds like a leveling issue. Most likely the initial height of the nozzle is pressed against the bed. The autolevel process is based on electrical continuity, clean the tip of the nozzle and discs to ensure metal to metal contact
In your slicer, there may be a Z-offset setting which will add a line in gcode to raise or lower the head after homing. Try purposely raising the head by 10mm to check that the sliced gcode is extruding properly. If it does, go back to the slicer and try raising the by .1mm instead of 10mm until you get good extrusion on the bed.
if it’s a self level issue, why is PLA printing but not ABS?
Thank you for the great advice. I’m thinking ABS, although the right material to make ashtrays, may not be the filament to learn on. I have moved on from the cheaper, no-name brand filaments, ordered better materials. I keep the bed clean. Use glue stick and scrape/wash after each attempt/print. I will look into changing toolhead once I go back to ABS. But honestly, if the PTFE works well and is strong enough, Ill stick with it for now. Like I said, I’m just making cigar ashtrays now, nothing fancy nothing with much detail. Thank you for taking the time to help, truly appreciated.
Purge abs through the head once it’s running through the head start your print, then when it’s done leveling calibrations and it’s about to start printing onto the bed watch the nozzle, a small bit of filament will come out on the bed then it will stop most likely because the nozzle is to close to the bed to extrude, at this point the hob gear will eat a gash in your filament in a matter of seconds and it won’t be able to extrude anymore. If it’s not doing any of that then it’s another problem but mine would do it then on some prints it would be fine then it would start doing it again, took me ages to figure it out