I haven’t had any problems printing the last few days. Today as I started to print, the filament extruded quite all right at first. However, the bottom layer somehow doesn’t stick to the heated bed just today while printing and subsequently…all hell kinda break loose. It became quite a mess and the extruded filament started to clog up at the nozzle. So I set the temperature higher for the bed but still the filament didn’t stick. I mean if it’s a new batch of filament I would understand problems may occur, however it is the same batch of filament I’ve been using. Even I tried re-levelling the bed and all, still the filament doesn’t stick and all. I’m using PLA, temperature 180 for nozzle and 60 for the bed.
Is there something wrong with my bed suddenly? Otherwise, in what situation would my filament not stick to the bed anymore? Need your help…thanks!
If you’re using PLA you will want to have the bed very clean. Wipe it with IPA (Isopropyl Alcohol) or water. You may want to have the Z axis homing hight a bit lower as well, as PLA likes to be squished into the bed a bit more than ABS.
I’m having the same issue with my printer. I am using ABS. 285ºC for the Nozzle and 90ºC for the bed.
It was printing just fine, until we replaced the film for the bed. We re-leveled and did another bed test with great results.
Now, cannot print because the filament is getting dragged across the bed and is sticking all over the nozzle.
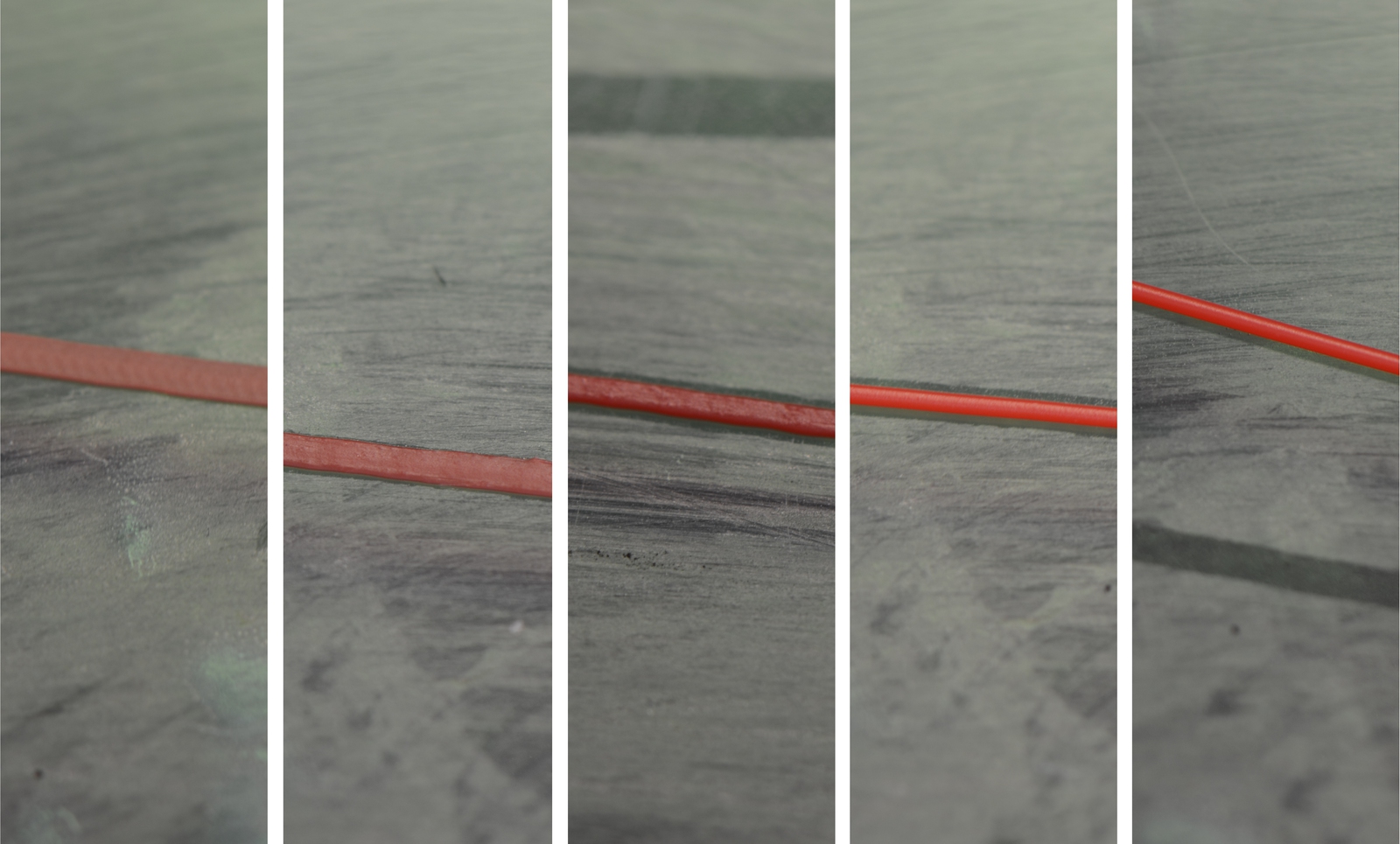
If the bed is at 85C, and has been treated with the ABS & acetone solution or with PVA glue (gluestick or PVA solution), and you still have first layer adhesion issues, your Z axis homing height is too high. The first layer of extrusion should have some ‘squish’ to it, similar to the middle image here: http://download.lulzbot.com/TAZ/4.0/documentation/2014Q2/manual/source/images-1600x1200/1st_layer_adhesion.jpg If the extrusion is not pushed into the bed as it leaves the nozzle, it will move around and grab onto whatever it can, typically the nozzle first.
I ran into similar issues a couple of weeks ago. My nozzle clogged due to a bad roll of ABS and I learned nothing short of disassembly would fix it. I ended having to drill out the 10mm threaded insert because Lulzbot used Teflon tape to seal it to the heater block so once I removed the insert I tapped the block and machined a new insert out of 6061-T6 and replaced the nozzle with a new one. The old one was soaked in acetone and then I manufactured a reamer that would clean up the taper leading to the nozzle orifice. I ended up using a 1/8 chamfer end mill out of carbide in a custom handle turned by hand to clean up the old nozzle. For sealant I used Loctite for steam systems to seal everything up on reassembly. At least now I can take it apart for future disassembly. Teflon tape is not a good thing here.
Here’s what I learned. If you have fouling with PLA heat the nozzle up and run ABS through the hot end for a while so you can soak the nozzle in acetone to clean it up. Stock spare nozzles, they come in handy. Here’s the important thing I found out. Raise your hot end up around 60-100m above the bed and extrude plastic, 5 mm at a time. If the plastic curls up coming out of the hot end, your nozzle is compromised. If the plastic doesn’t extrude smoothly you have a clogged nozzle and possibly bad plastic. My bad roll of filament would extrude once the nozzle was clean but it looked like a string of pearls coming out of the nozzle. If your nozzle is freshly cleaned and this happens discard the filament, it won’t work. The plastic should extrude dead vertical when the flow is correct and the nozzle is working correctly. The filament should come out smooth and even.
Leveling the bed is best done with a dial indicator. I’ve seen all the other methods but I can level the bed and reset the home switch in 5 minutes. At some point I’ll post SW drawings for a dial indicator mount and a source for an indicator that will fill the bill. On my TAZ the X axis mounts for the rods are shot and won’t keep the belt centered on the idler bearings. In addition the heatset inserts have stripped so I’ve used longer heatset inserts temporarily just so I could get new parts printed. I used a set of redesigned parts from Thingverse that I think will do better. I’ve also machined flats on the 10mm rods to locate the 3mm screws instead of trying to clamp on round bars. When I get everything back together I hope the X axis will be stout enough to keep the belt centered.
If I had not had all the trouble with the clogged nozzle I would not have learned all I found out about what happens when the nozzles do clog. The x axis stuff is just incidental but it all added up in my case.

{kind=link}