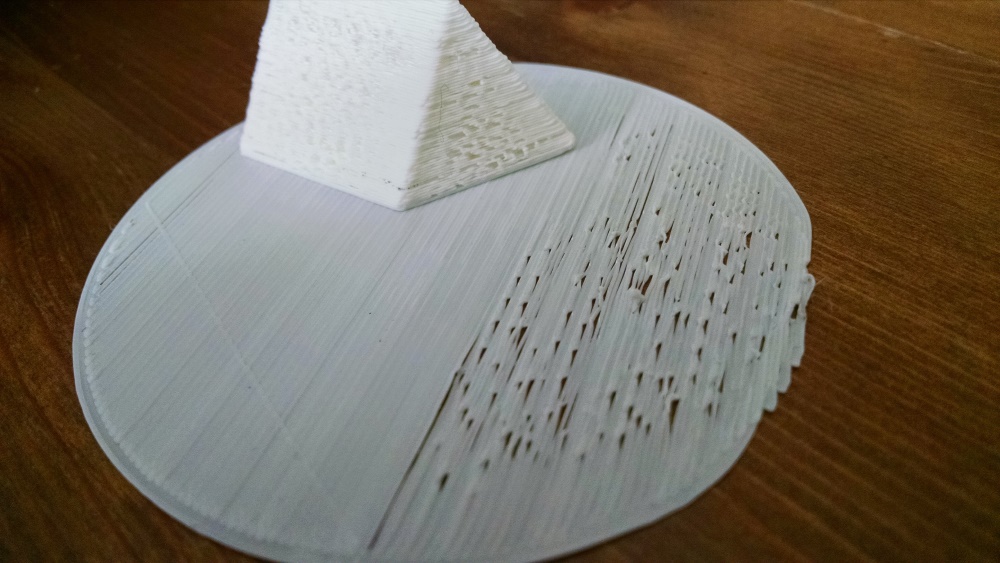
With my Taz5 & PLA I am doing a 1 player test print. When the first layer is being printed from left to right it works great, but when it is right to left it drags. You can see from the photo one half is fine (printed first) and the second half printed from right to left is messed up It happens in different parts of the build plate and everything seems level.
The problem is not limited to the first layer it seems to continue. I am printing at 185C with the bed at 55C and my nozzle has a very small leak but that does not seem related.
Not sure what to try next. I’m thinking it is laying down too much plastic and I should try and resolve that or turn the heat up/down a little.
Thanks (and thanks for your other posts as well they have been helpful).
I have Cura and have not made the move to slic3r yet so I don’t have all those infill options. Cura does the infills at 45 degrees to the build plate but sometimes front to back sometimes the back to front.
I went with the nozzle blockage idea but could not see anything and I could not make an improvement. I switched over to HIPS as that runs hotter and maybe it would dislologe the blockage. Alas it did not.
Not just blockade but actually polishing the outside tip with polish or toothpaste to make it shiny smooth.
This is a very odd phenomenon that I have not seen before so I am very curious to sort it out (the twisted purple HIPS in the other thread).
BTW, sometimes just rotating your part in Cura will coerce it to change the infill direction. It’s a round part though so it might not. But it would be good to figure out how to test this.
If I had a Hexagon hot end I could slice and send some gcode to test. But I have every other hot end on the market except the Hexagon!
I thought of that but if you zoom in to the photo you’ll see the perimeter beads are actually laid down with a nice consistent thickness. So I ruled out leveling. Could be a hump in that area but the OP said that he’s printed in different parts of the bed with the same result so it is not bed-position dependent.