Is your nozzle temperature set to 200? if so, initial movement at 196 might be normal, the last couple degrees should finish within maybe 5-10 seconds. It might be expecting the last couple degrees quickly near the start of the print.
To test your theory about nozzle temperature, you could also just re-slice with a temperature set to 205 and then see if there’s a change in how that first layer goes. (assuming it would move around 200-201 then.)
You can also try to slow down the first layer, or increase thickness of first layer, etc…
So far, you’re using a default profile? I assume the bed is heating up?
It might also be that a lower z-offset would help get the first layer to stick more. Is there filament coming out at the start that isn’t squishing and sticking to the bed? This seems possible on the legs. Can search to find more instructions about z-offset if this seems like the issue.
You could go down into the skirt settings and tell it to do an extra (or a few more) skirt line(s) to be sure the extruder is more primed before it starts the model. Looking at the skirt can help determine if z-offset is good. (If it is sticking down but not too flat then it’s probably good. If anything you might be not sticking down enough…)
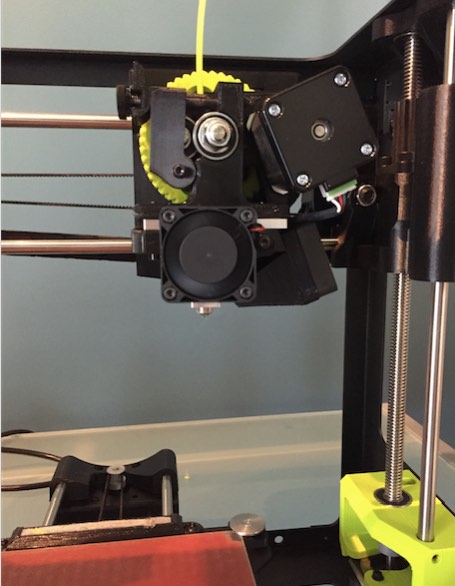
From extruder pic, I think it looks like the idler tension is about right (?) but you can also take steps to make sure it isn’t slipping and that e-steps are correct. To do this, measure how much filament is pulled through when you instruct it to pull a certain amount. (Normal instruction is measure and mark 120mm up from top of extruder, tell it to extrude 100mm, and then confirm there are 20mm left above the extruder.) If there are more than 20mm left, then it is under-extruding and the fix could be to increase esteps (or tighten the idler arm screws more on the filament to help stop slipping.)
If you forget to prime the extruder, then you can also do some quick trick at around 185-190 before the print starts… after wiping and bed leveling, wait until ~185-190 and then open the idler and push in a bit more filament… Then quickly re-latch it before it starts to move to print. I’ll sometimes do this to jump start it if I forgot to prime the extruder, for example after restarting a print. Before wiping, it backs out some filament, and then it extrudes some more to make up for it, but if it wasn’t primed to begin with then it isn’t enough and without that, it takes longer for the filament to start flowing.
Anyway, sorry if this seems like a lot… pick or choose what sounds good…
Any other details you share might give more ideas if not overwhelmed already.