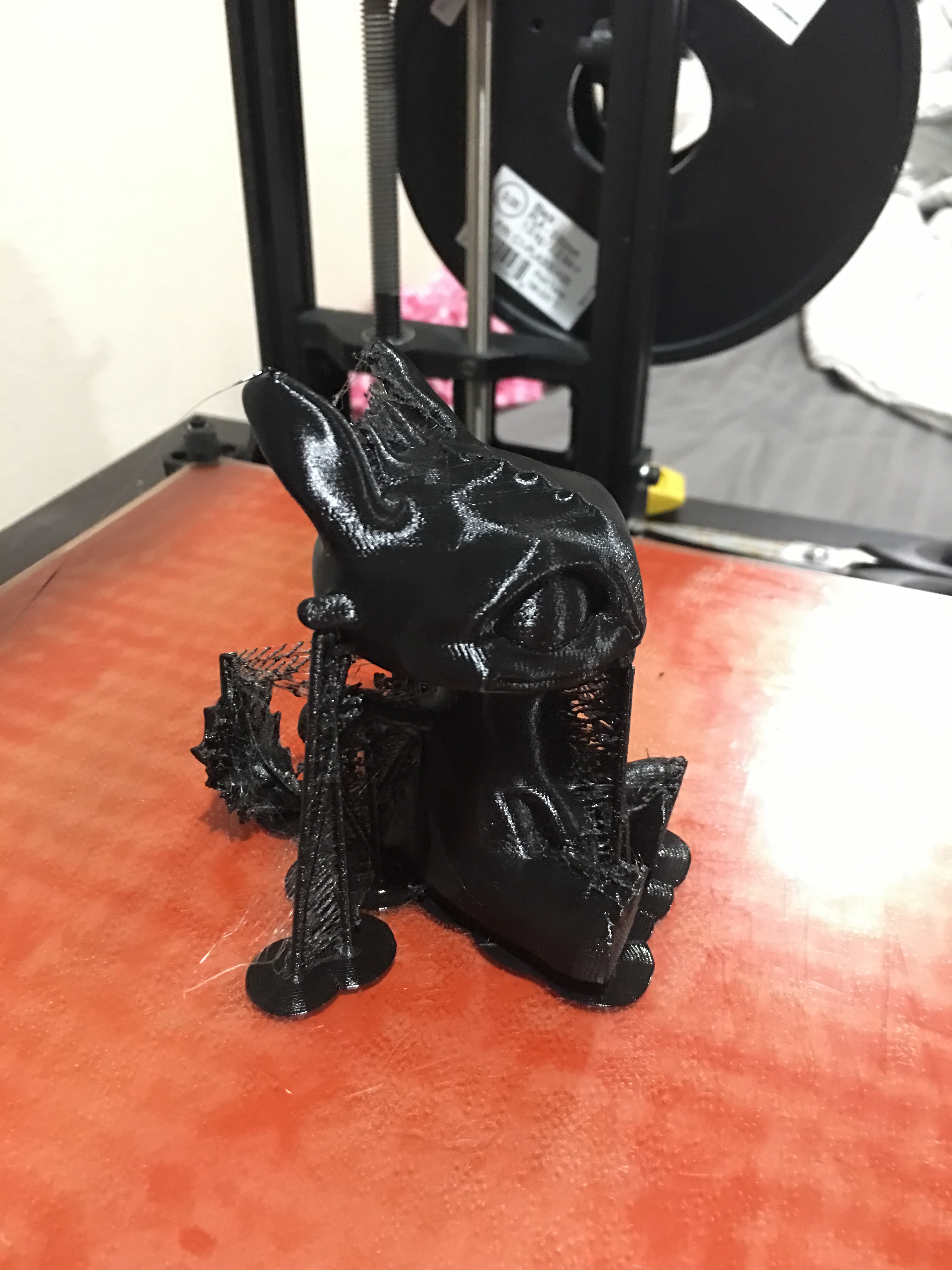
I am new to 3D printing. I got a Taz 5 as a gift. I have been using it for a couple of weeks now. I am having problem with stringing when it prints multiple item or prints that has to move to a different place to print. It has a lot of strings. Layers looks fine. Have been searching for fix but could not understand any of it it.
Any help would be Great! Thanks!



O/
We would love to help but first…
The more information you provide the better we can help! Slicer software, filament being used, ect.
Since you are new I’m assuming that you are using Cura and I will assume you are using some sort of PLA.
What temperature and speed are you printing? Are you using a pre canned setting in Cura such as village plastics PLA high detail?
Off the top of my head I would say retraction settings but I need more information.
Welcome to the world of 3d printing! You will have a blast.
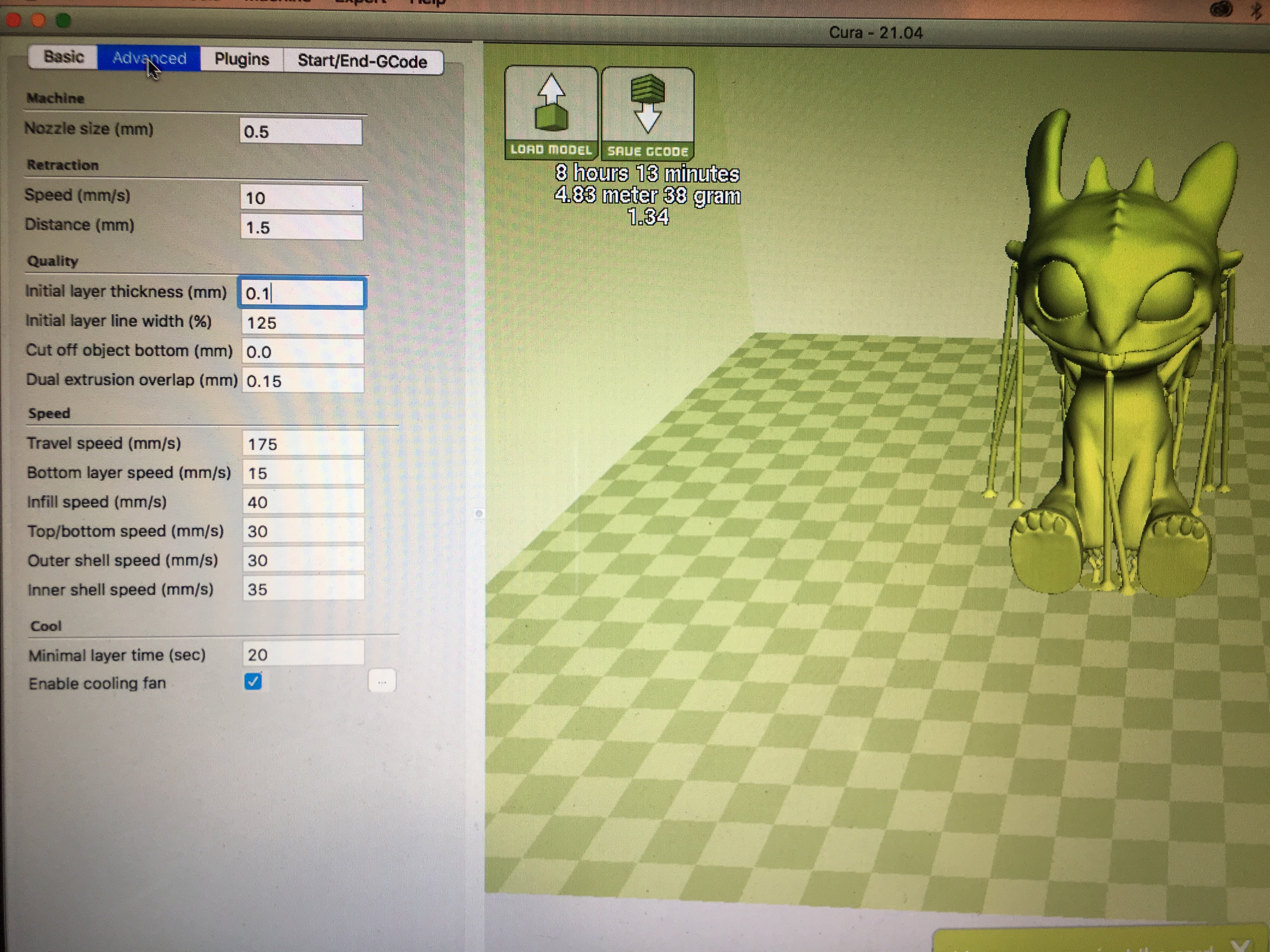
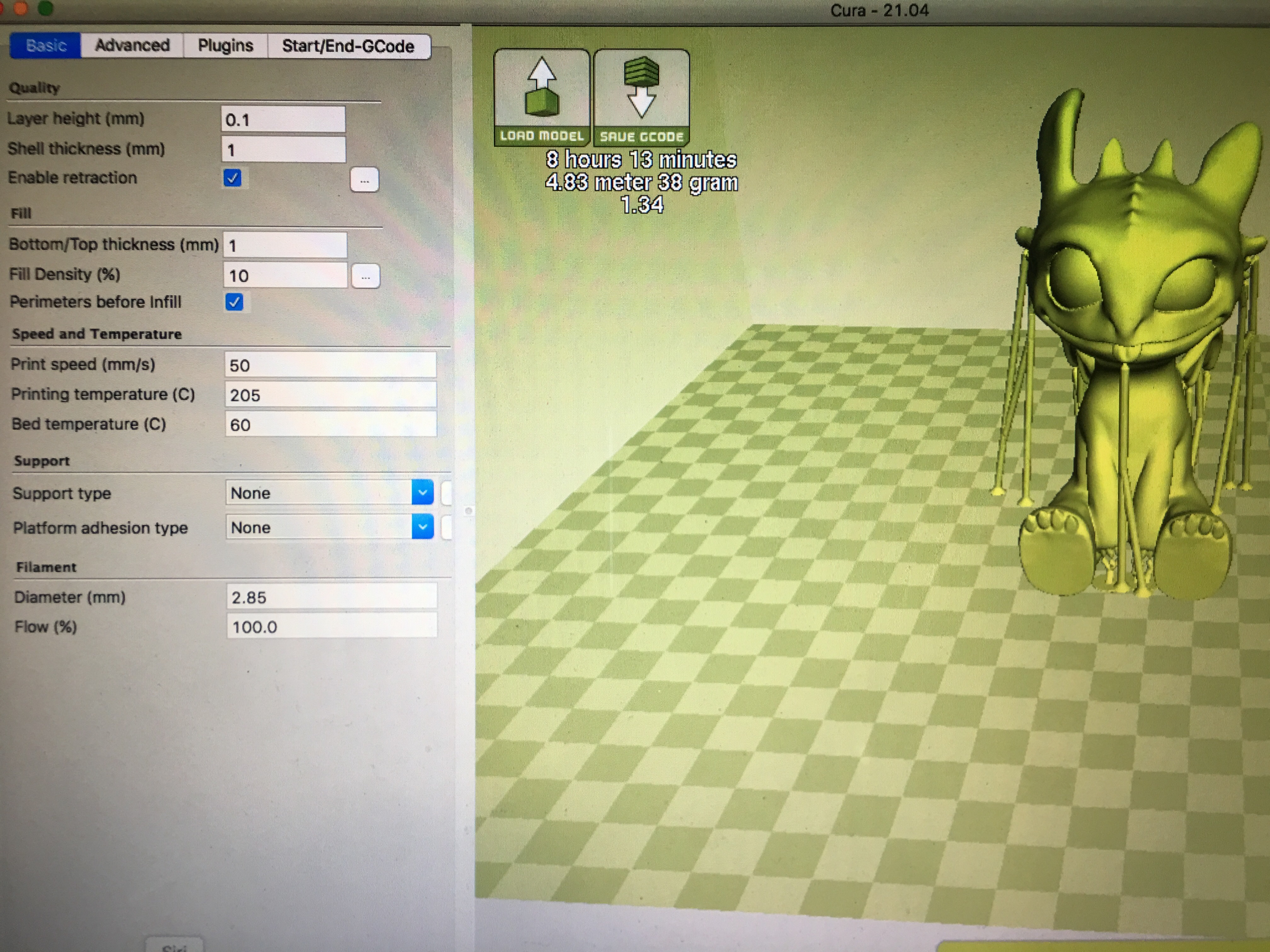
Here are the setting I’m using.
Yes I am running Cura newest version software.
I am using black pla by esun.
Running in expert setting.
Fan is running 100% at beginning since I had problem with blobs at beginning and it help with that.
Cool,
This is what I would do:
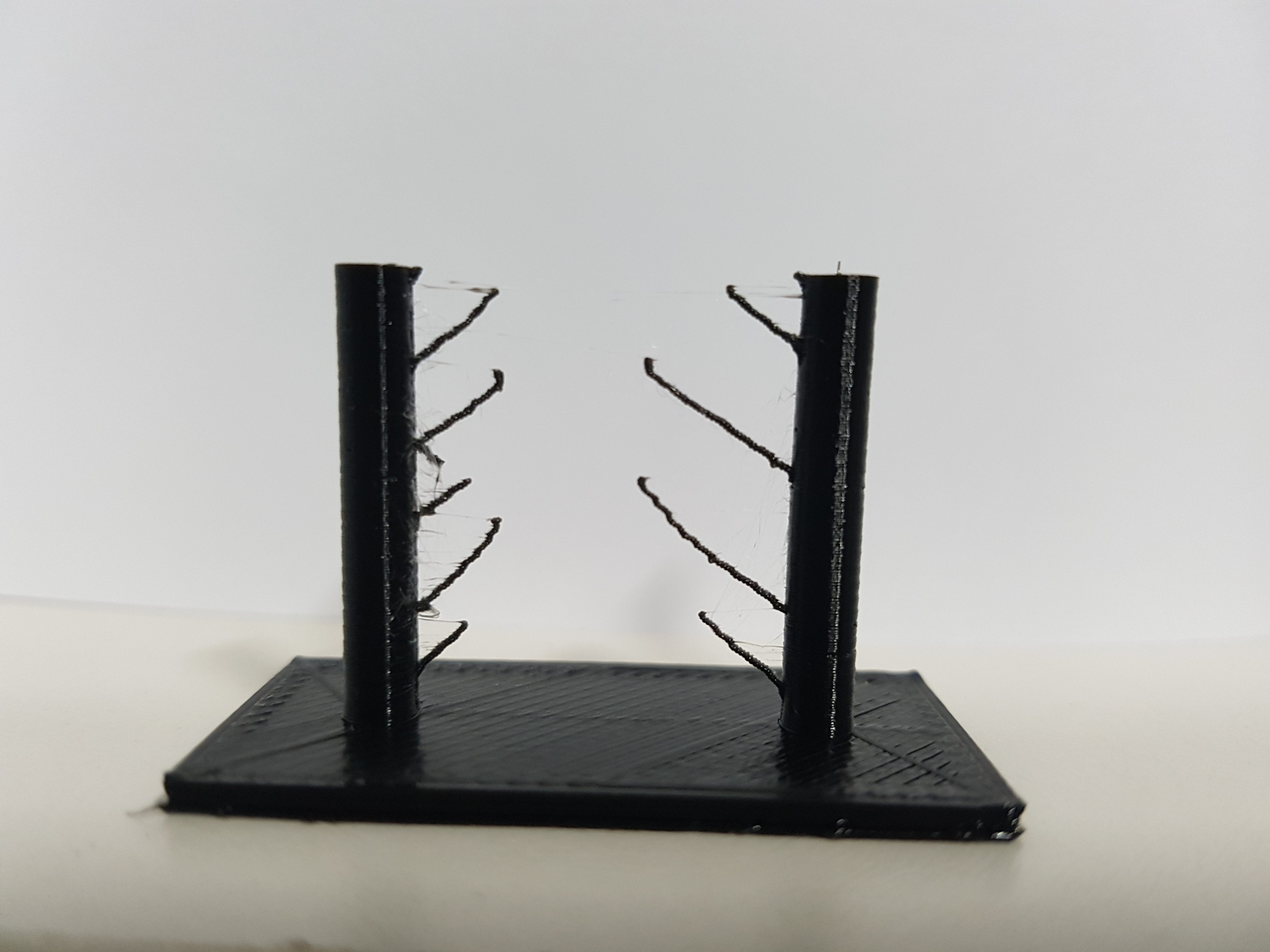
print this retraction tower with your current settings https://www.thingiverse.com/thing:2080224
Then adjust your retraction distance to 5.5 and retraction speed to 60. reprint the tower test and see if that fixes it / gets better and doesn’t cause any new issues.
Here is a great video on retraction, he does use simplify3d but everything is preety much the same except simplify3d does mm a minute and cura does mm a second. so to convert just multiply your setting by 60. or to go from simplify 3d to cura divide by 60.
Here is the video:
Tried the string test and can’t seem to find a good spot. Filament clog with the setting you provided, tried lowering and changing speed, can’t seem to get it right 

From the angle of your photos it is hard to see the extent of the stringing but it does seem extreme.
What I can see is that your initial layer thickness of 0.1 is causing problems with blobbing and adhesion from the photos of CURA.
I can see from the string test photos that the bottom top thickness of 1 is causing your support to show through your top layer.
I loaded the default PLA ESun profile/high detail and printed this:

Next I increased the retraction speed to 20 and the distance to 2.5, here are the results:
As you can see there was a notable improvement.
For the third test I decreased the printing temperature by 10 degrees (205 changed to 195). Here are the results:

Another notable improvement.
Here are test 1,2,3 side by side from left to right:
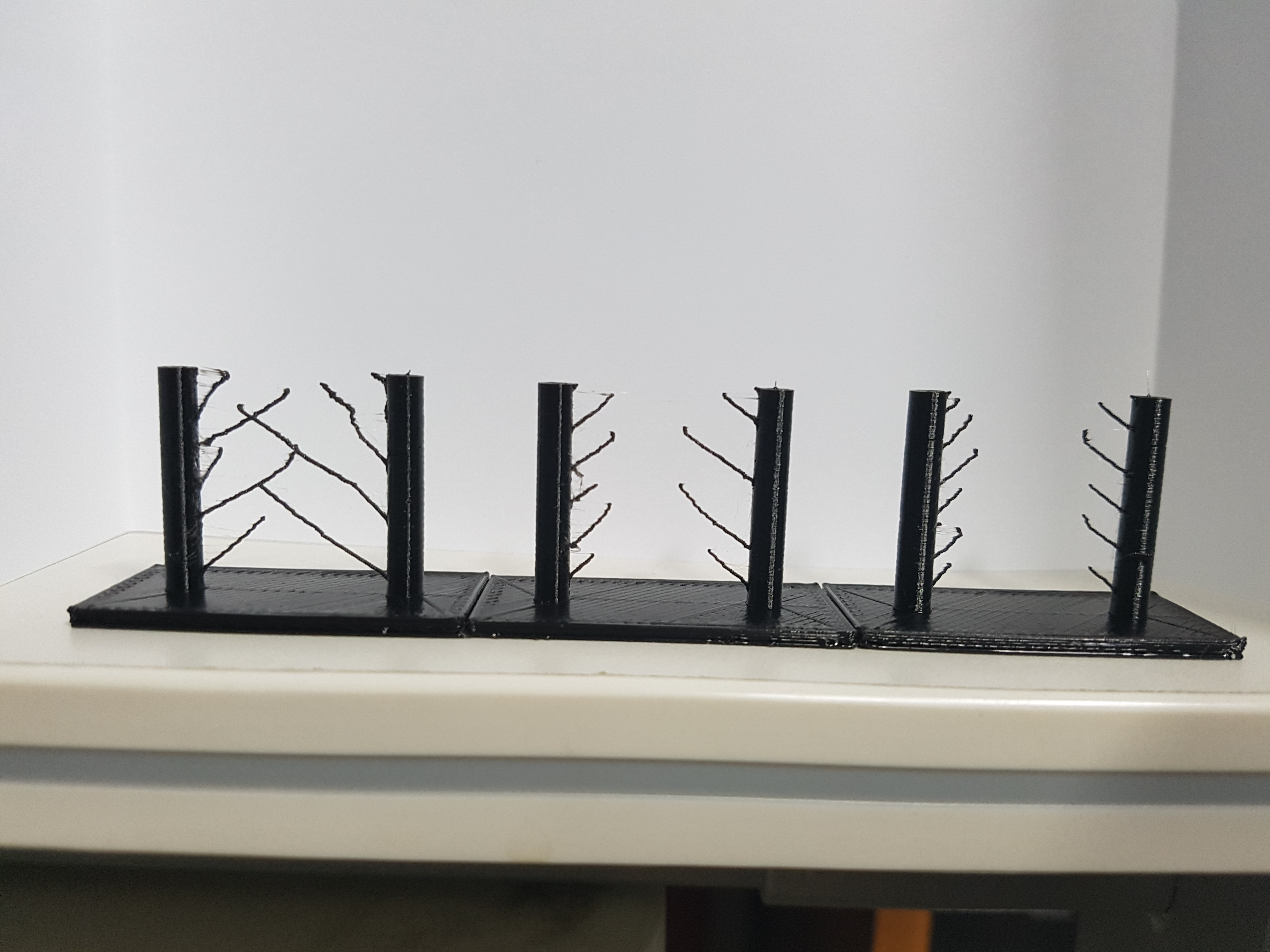
I hope this helps.
Thanks for all the help. I got the retraction work to some extent. Can’t seem to get it any better. If I go to much on retraction the filament grind, clog or stop extruding. The one on the right retraction setting is set to 30mm/s retraction speed and 3.5mm/s retraction. One on the left is what you had as the best. Temperature was 195 . Thanks again for helping me out.

You may also need to increase your idler arm spring tension a bit if it is grinding out. Start with 8mm between the washers on either side of the idler arm retention bolt springs, some fillaments like closer to 6mm better.