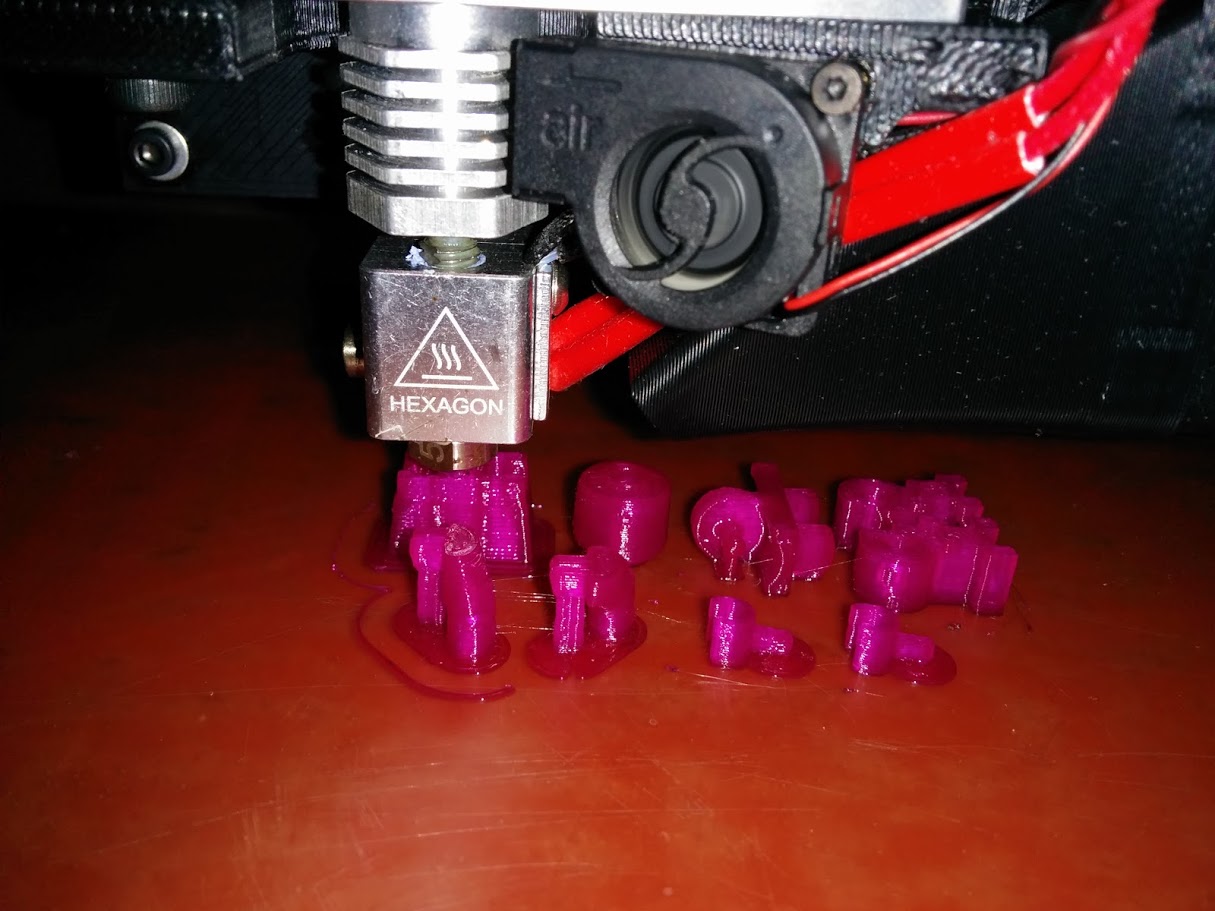
Hello. I have a TAZ5, and after a lot of printings I´m still having a lot of stringing issues. Please, take a look at the attached pictures. I´m printing at 205/60º (recommended setup). The filament makes some tiny bubbles when it comes out (like it is too hot), but the final piece also has gaps between lines (like it was too cold…?). I don´t get it. I used ESUN and FORMFUTURA, both PLA, with similar results. It´s a pain to take off so many strings… they are tiny, but in a high number so they end up being quite strong.
Stringing usually is related to inadequate retraction. It can be temperature as well, but I would try playing with your retraction settings first. You also might be overextruding slightly.
Thanks, Piercet. I read that retraction can help prevent stringing, but I´ve already enabled it. Maybe is one of its sub-settings.
This is a video of these settings in action:
For me, it seems to be already retracting a lot! But I still have those strings everywhere…
Yes, I turned it off to avoid a “scar” problem I was having on the top layer. Could it affect the stringing? The tooltip message is hard to understand for me, and I thought I was understanding what the manual says. Turning combing off I pretended to avoid the strings in the inner movements, that always left some unwanted tiny strings in empty models (bottles, for example).
I´m attaching the .gcode used for this same job. Maybe someone can see a bad configuration I cannot see? Is 205º right for PLA? lego-01-all-2.gcode (2.31 MB)
The way I understand it, combing reduces visible stringing basically by running the strings along the walls instead out from them. I’ve been printing with PETG lately which likes string more than cats, and I’ve been getting good results with combing – not as good as ABS but good enough. I’ve also been printing a little slower (30 mm/s), I have my retraction set to 1.5 mm which is a little more than you have it set at, and I blast the cooling fan when the ambient temperature around my printer is in the high 40s or higher (low 40s and high 30s, no need for fan). This is on a Mini BTW.
Anyway, there is an intermediate combing which does not do combing on the top or bottom layer – “no skin” – maybe give that a try to avoid a scar on top, and avoid strings in the middle.
205 is the default for PLA. I honestly don’t use much PLA specifically, so I don’t really have suggestions about the temperature – I’d say experiment with that variable too. Just don’t change too many variables at once otherwise you won’t know which one makes a difference.
What’s you fan and retraction speed setting. I’m using the same setup (TAZ 5,esun,temperature ) and noticed that stringing gets worse if the fan is running high.
A high retraction speed will also reduce stringing. But be careful, with the taz default extruder acceleration you might get missing steps so reduce it.
Finally, prints like your example with lots of small parts are more likely to string than bigger ones. What layer height are you using? I have also some minor stringing when I do small parts at 0.1,no problem with 0.2. I’m working on it. .
My nearly perfect retract setting is:
1mm retreat
55mm/s retract speed at 2400 acceleration (big improvement about stock! )
8mm/s unretract speed to avoid blobs due to "air ram"effect.
But you can do that only with fw retraction. . You still might get better prints with retract speed about 45…
@hemocyanin: I will try again the “No skin” combing, let´s see if that avoids inner stringing and scars on top. Thanks for the advice. Also if I have to slow the speed (currently 80) I can give it a try. But 30 is really slow for a TAZ5, right?? Sorry, the .gcode attached says I was using ALL in combing param in this case, I forgot it. But anyway this only affects the movements in the already printed areas, right? My problem is appearing also when the movements are on the air, between parts.
@Sebastian: It´s on the .gcode, but here you have a screenshot. I didn´t touch anything on the cooler settings. What should I modify exactly? On the retraction part: My layer height was 0.15, with a 100% flow. Excuse my ignorance… but I don´t identify the params you suggest as your perfect settings
1mm retreat (is this Z-HOP param?)
55mm/s retract speed at 2400 acceleration (I found the retraction speed, but I don´t know where to set the acceleration)
8mm/s unretract speed to avoid blobs due to "air ram"effect (There is also an unretraction speed? where?)
Also, I think I´m mixing the retraction and z-hop concepts. The z-hop is just what elevates the Z axis when retracting, right? Should I set it to 0? I can´t see no difference, and the printing time gets infinite with this enabled. The noise on the video is the retraction in action, not the z-hop, I guess, right?
Which version of Cura are you using? I notice some of your settings do not match up with the LulzBot recommended profiles for PLA. (Filament diameter, minimal layer time, layer height, etc.)
The latest stable version of Cura is 17.10. After going through the add machine, you will have access to ~20 different types of filament profiles in quickprint mode. When switching to full settings, you will be given the option to automatically transfer in the quickprint profiles. This may help clear up some of the strings you are seeing.
Hi, Brent. I´m using 17.10.
I started with the default PLA profile, but this settings are the ones I´m trying to fix. I´d like to know which settings are relevant when trying to remove stringing. Initially I though it was the ESUN filament, but also happens with FORMFUTURA, so it´s clearly my (configuration) fault.
So trying to resume, what do I exactly need to check?
-Printing speed? Could this affect stringing so much? Is 80mm/s a risky value? I think I printed some big pieces at 150mm/s with not a single string appearing. I don´t think this is speed-related.
-More z-hop? Elevating 1mm or even more the Z axis could definitely prevent it? I could try a higher value, but I prefer not to force the Z-axis motor with extra work if not totally necessary…
-More filament retraction? This seems the most logical to me: trying to pull out more filament so possible hot strings at the end also retract and don´t get attached to everything. But if you look at the video, don´t you think this is already a quite heavy setup?? Look how much extra work the retraction wheel must do, multiple times per second, all the time. This is a lot of extra time/effort I would like to avoid if possible.
-Filament temperature/cooling? If I set the noozle temperature at 195º should I notice anything? Having the cooler working all the time is better to avoid stringing or worst? I swear I still cannot assure the difference, sorry. Cooling configuration only has 5 parameters, but it´s not so easy for me to know what I´m doing with them.
By the way, and just as a bonus comment: the tooltip messages at Cura disappear to soon, definitely…
Not a problem! When adjusting settings within Cura, only adjust one at a time. They will have some effect on the outcome, and changing multiples at a time will not help determine which setting has which affect. Let’s limit future tests to your Esun PLA, as different manufacturers will have different ideal temps and settings. From your screenshots I see a couple of items-
3mm filament diameter is not a true filament diameter. Most companies shoot for a 2.85mm diameter (including esun.) This will make your printer think it is putting out more filament than it actually is. This will cause under extrusion, affecting adhesion and increasing strings.
The 80mm/s speed will be the default if you have no speeds set in your advanced tab. Any speeds set in the advanced tab will override this for that section of the print. You will want to fine tune the perimeter speeds to make an affect on those strings.
Zhop I like to leave this set to 0.1mm with a single headed extruder. This setting becomes a little more important once you switch to dual extrusion.
Retraction speed and distance is going to be where you see the greatest improvement. Your retraction is actually pretty light, looks to be about 1mm. Try bumping this up to 3-5mm along with a retraction speed at 30mm/s.
A cooler temperature will help with strings. The hotter the filaments are, the more viscous they become. This allows dripping, which is the cause of strings. The risk you take with lowering the temperature is a reduced layer bond, which can cause some layer separation/weakness issues.
Any chance you can switch to quickprint mode with Esun PLA selected (205/60) and nab a photo of the results? It is a little easier to give suggestions when starting from a known base point.
There was a couple of things I had no idea… I´m going to setup some .gcodes and tomorrow I´ll post my results.
Thanks for the explanations to all the questions, Brent.
I’m no native speaker, maybe thats the reson why I’m not realy able to understand your first sentence meaning. What I meant with “perfect settings” is: I can print without stringing and oozing with them, PLA and also PETG. But they might be different for you, for example if you print a lot faster then I do.
Yes, it seems as you are mixing up z-hop and retract. I would leave z-hop alone in the first steps, it might be useful but it can also introduce new problems. I wouldn’t enable it as long as there are other options to eleminate your problems. So if I’m speaking about 1mm retract, I mean how much filament is retracted upwars, not Z-hop.
You will not be able to find my settings in Cura, as I use FW (Firmware) Retraction which gives you a lot more options. You need to enable that in Marlin if you want to use it, and also switch to another slicer as Cura don’t support it at the moment. What you can change nevertheless is the retraction acceleration. But not in Cura, it’s in the LCD menu of your printers settings.
OK lets go through some of your questions:
Print speed:
80mm is a real high value. It can be achieved, but you realy shound’t start with at as long as you have not dialed in all your settings to be nearly perfect. As Brent said before, thats also only the default speed which is modified from the values in Advanced Tab. Start with the settings from Lulzbot PLA profiles and leave it alone until your prints are perfect. Then you might want to increase them.
One of the problems with high speed printing is the increasing nozzle pressure, which will increase also oozing and stringing problems.
The mountain print in your example will have no problems with stringing because of it’s completely different nature. There are much less travel moves, and each travel move happens after a decent print time, while in the parts with stringing you have very small print times and again travel moves after them. It’s important that you understand the mecanism behind that before you start to modify your settings or you will never know why a change improved your print quality and another one doesn’t!
Z-Hop:
I meantioned this before, my recommendation is to disable it for every print where it is not absolutely necessary.
Nozzle Temperature:
The right temperature is also depending on your print speed. If you want to print at 80mm/s, you need more temperature to reduce nozzle pressure and a clean filament flow as if you a printing, say, around 40mm/s. As a start point, 205° at about 40-50mm/s for eSun PLA is quite good.
Cooling: As low as possible, as high as needed. More cooling means weaker layer bonding and sometimes also more stringing.
Returning to the default PLA profile values seems to fix the stringing… The few strings that appear (barely 10) are easy to remove. I guess I touched too many things on the way, my fault. One step back, but is not bad sometimes. Thanks for the valuable information!
P.D. The pieces are so well defined now that is hard to make them fit. What is recommended in these cases? To lower the filament flow to 90%, for example? I have flexible filament, but not a flexible filament extruder. Could I use it anyways under certain conditions or this is not recommended with a normal extruder? This is one important question I had in mind.
You can try to print flexible filament with stock extruder but if it works you will have to use really low speeds,I would guess not more than 30mm/s.
And flexible trends to ooze and string a lot. .
For the tolerances: do you have calibrated your esteps? If yes, then the model is not well designed. In this case, I would change the scale of the parts, printing the"outer" ones a little big bigger. Try it with test prints.
Ok, maybe I´ll give it a try sometime to flexible filament with really low speed. Also maybe lowering the temperature a bit to avoid oozeness? I read at the TAZ5 specs that also a special bed is recommended for flexible. Is this true?? A lot of modifications if you want to print something flexible, in my opinion. Is this the normal procedure?
I didn´t modify the Esteps on the printer, I see is the speed/acceleration of the extrusion, right? This is the param you talked about to reduce stringing? The model was in fact badly designed, I´m trying with a similar one that uses unfinished circles/cylinders (like a “D” in the pieces to make them fit better. Anyway, now that stringing has gone, I feel brave enough to print it on a (4x) bigger size, it should fit anyways.
Right, flexible filament is known to adhere to the print bed too much. I wasn’t thinking about this when I wrote the last answer… You might search this forum for printing with flexible, I wasn’t reading much about this because I’m not using it.
Esteps is how much steps the stepper motor has to do to drive 1mm of filament and is one of the most important things when starting with a new 3d printer. Use this guide: Calibration Guide.
It’s especialy important if two parts has to fit together.
I’m somewhat surprized that no one mentioned making sure that you have accurately entered the actual diameter of the filament in Cura. Use a set of calipers and measure your filament in 3 places, average the result and use that for the diameter of the filament. In the times that I’ve had stringing issues, I have discovered that the diameter of my filament is closer to 3.00mm than 2.85mm.