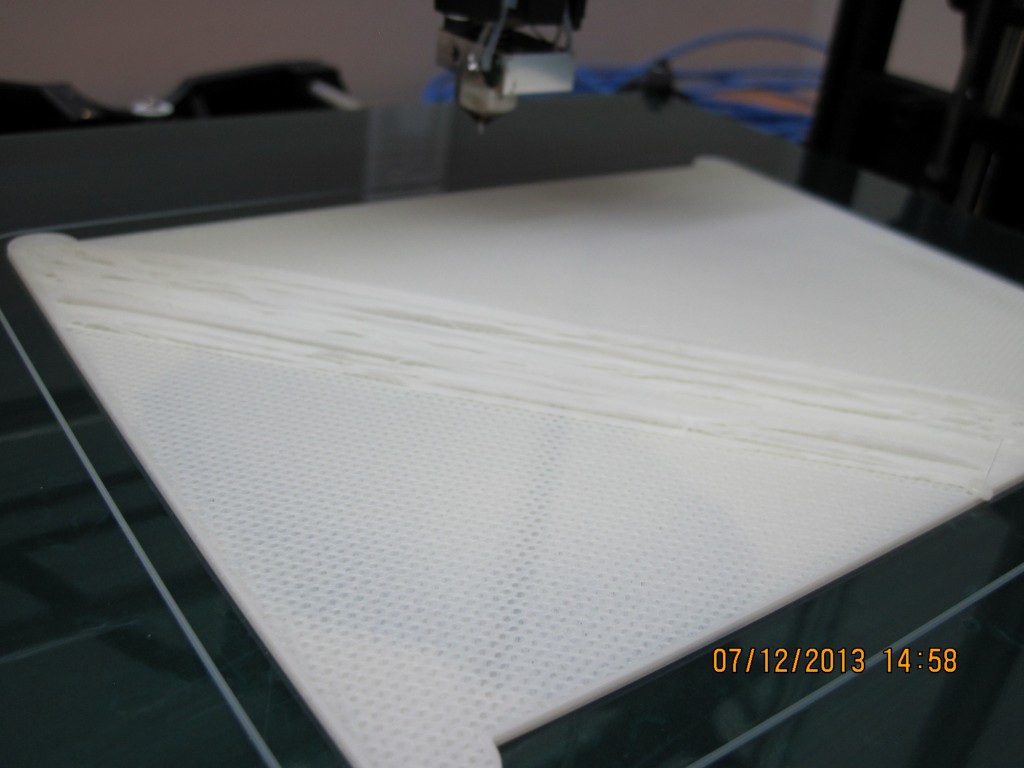
The print was going really well, and then the layer didn’t adhere. Did the Z axis rise up to high?



see here: https://forum.lulzbot.com/t/got-a-question-help-us-help-you/181/1
need more info.
Thanks 1013. My Mistake.
I have attached the model as an stl file.
I can’t seem to attached the gcode in this post using the “code” tags. I get an error saying “Your message contains too few characters”. (Note: for the sake of debugging, the gcode can be found here: https://dl.dropboxusercontent.com/u/2646509/enclosure_top%20(repaired).gcode)
As for the slic3r config file, I don’t have the exact copy as I am at home for the weekend, but it should be very similar to a previous file I posted in another post: https://dl.dropboxusercontent.com/u/2646509/PH.ini.
If the exact config file is required, I can post it on Monday.
enclosure_top (repaired).stl (50.7 KB)
All the info lulzbot asks for is not necessarily needed, but it is helpful on some strange issues. just the first block of the G-code is usually enough to diagnose an issue.
I am no expert, but the one thing I noticed is that your layer height is exactly the same as your nozzle diameter. This can work, but you end up extruding a cylindrical path which does not stick as well to other layers. A smaller layer thickness will extrude a wider and flatter path…much like squishing a ball. This might be all you need.
generally I use 0.25mm layer thickness on my TAZ. 0.20 to 0.25 seems to be the sweet spot.
But it could also be a hardware issue with the extruder. maybe the filament was slipping, but I would re-slice at 0.25 and try it first.
The config file you posted states the bed temp is zero…and I did not see the material(ABS or PLA) or nozzle temp listed anywhere…
If you looked at my G-Code you would see both temps 0, I set them manually. Make sure you have the nozzle at around 230c for ABS and bed should be about 85c (TAZ). It would also be a good idea to make sure you have run a calibration cube too. Just in case you Z axis is missing steps or out of whack.
I am printing ABS and used the lulz juice. I set the extruder to 232C and the bed to 85C.
I will run a z calibration and use a layer height of 0.25mm (thanks
What do you use for your first layer thickness? Also 0.25mm?
I have it set to 120% right now…so that would be .30 But I have done 100% too