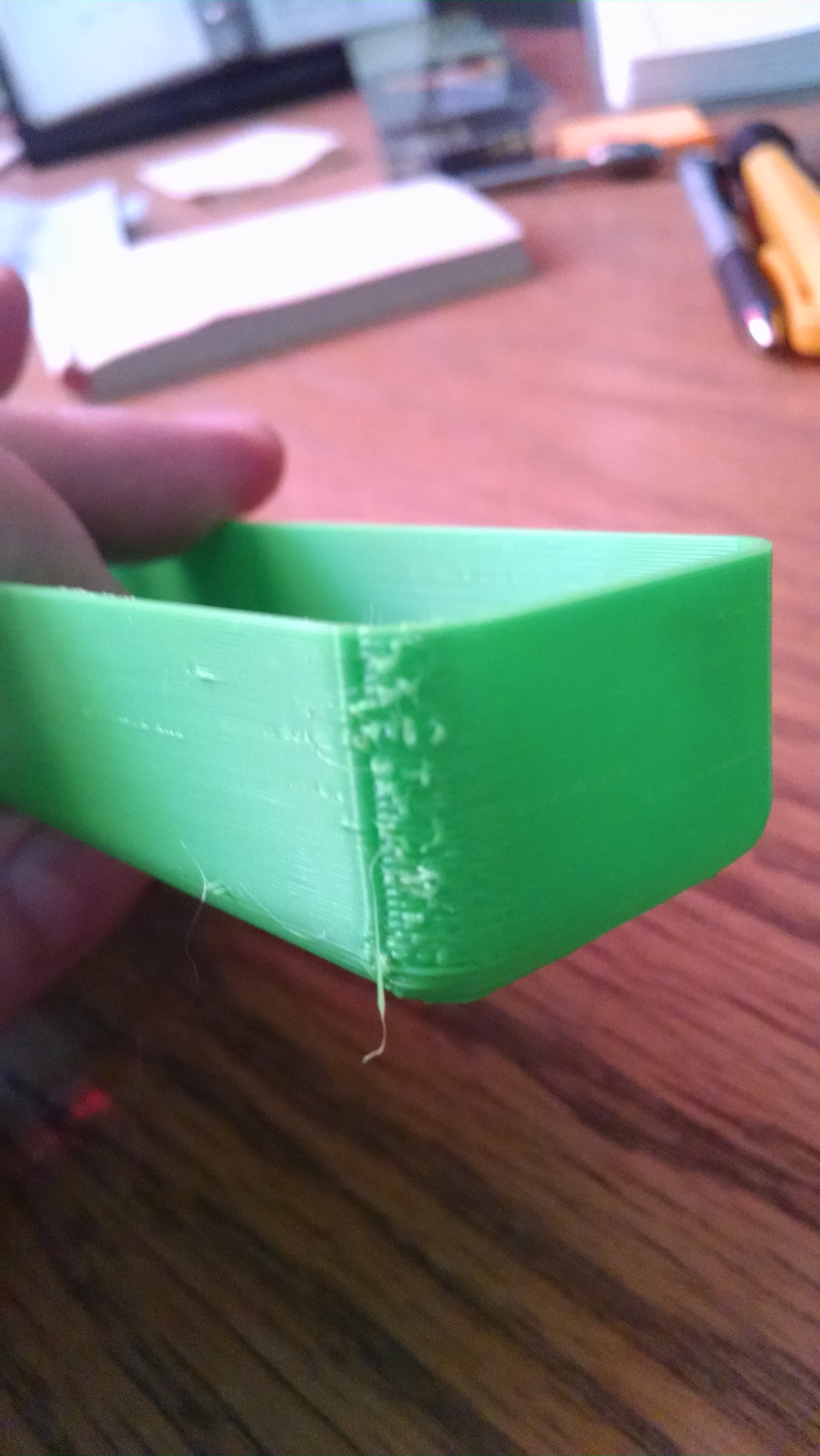
I’ve been tweaking print settings in Cura and getting better results however, I need some experienced eyes to point me in the right direction this time. One corner of my part has issues; I think it’s where the layer stops and starts. Any help or insight is greatly appreciated. Thanks, Dale
Your version shows on the little splash screen when Cura is loading (normally)
I’ve had similar issues (and still do to an extent). Here are a few things you can play with. Make sure you try them one at a time so you know how each affects the print. Most are found in the “Material” or “Travel” sub sections depending on your version.
Reduce your “Retraction Distance”. I use 1mm on my Taz 6.
Disable “Retract at Layer Change”.
Disable “Retract before outer wall”.
Change which “Z seam Alignment” (Shell section) you are using.
That should give you a good start. Let us know how it goes and I will see if I can think up more tweaks.
The CuraLE version number is shown in multiple places.
The Splash Screen on initial load.
The title bar on the main screen.
In the Help, About… screen.
When installed on Windows, in the installation directory name itself (i.e. Program Files (x86)\cura-lulzbot 3.6).
In the file version.json located in the above directory.
On what OS do you have CuraLE installed? I would verify that you have the latest version (3.6.20 or 3.6.21) either by checking one (or more) of the five places above or just downloading it again from https://www.lulzbot.com/cura.
You might also tell us what printer you have, what tool head you are using, and what firmware (version number) is loaded in the printer (M115 should tell you).
Ok Next thoughts… its strange sounding but If you have combing mode on, try turning it off it can have some strange artifacting on walls. Reference
Also you can try adding to the “Retraction Extra Prime Amount” this may or may not help as it is more of a universal setting so it may cause globbing/zits in places where the retraction was previously ok but it may help narrow down the issue.
Reset to Cura LE default for IC3D highspeed (.38 Layer height) settings, increased from 95 to 100% extrusion and have been slightly increasing extra prime as Maulcric suggested. The prints are getting better and better. I started at 0.25, these pics are 0.45; I’m going keep increasing until it gets bad and then I’ll back off to find the happy place.
Parts are deff looking more usable with the extra prime. Maybe someone with a little more experience can define for us if there is a setting that would be off (esteps maybe?) that would necessitate increasing the retraction extra prime. Either way I am glad you have made quite a bit of headway! You could also try calling up Lulzbot Tech support, I’ve heard they are getting better about responding now that the move is done and they were very willing to help before the move. Worth giving them a call, worst case you don’t get an answer!