Hello. I got a Lulzbot Taz 6 that didn’t work and I’ve been trying to fix. I have a Taz 6 with a dual extruder v2 head on it. When I tried to print some gcode using Cura for lulzbot version 3.6.37 it was always failing to probe the bed. It would try to wipe the nozzles and the print head would go too low into the wiping pad and scraping the edges of the pad holder, then when it goes to probe the print head it would fail as the nozzle would touch the bed and not the bed leveling washers.
I then tried updating the firmware using Cura to TAZ 6 dualextruderV2 1.1.9.34 and now when I try printing, the printer tries to wipe the nozzle where the z-min switch is, and not where the wiping pad is. I tried flashing an older firmware 1.1.9.28 from the lulzbot website and still the same problem. Even tried the 2.0.0.174 firmware, same problem. The nozzle wipes over the z-min switch and not the wiping pad, and then I get bed leveling failed.
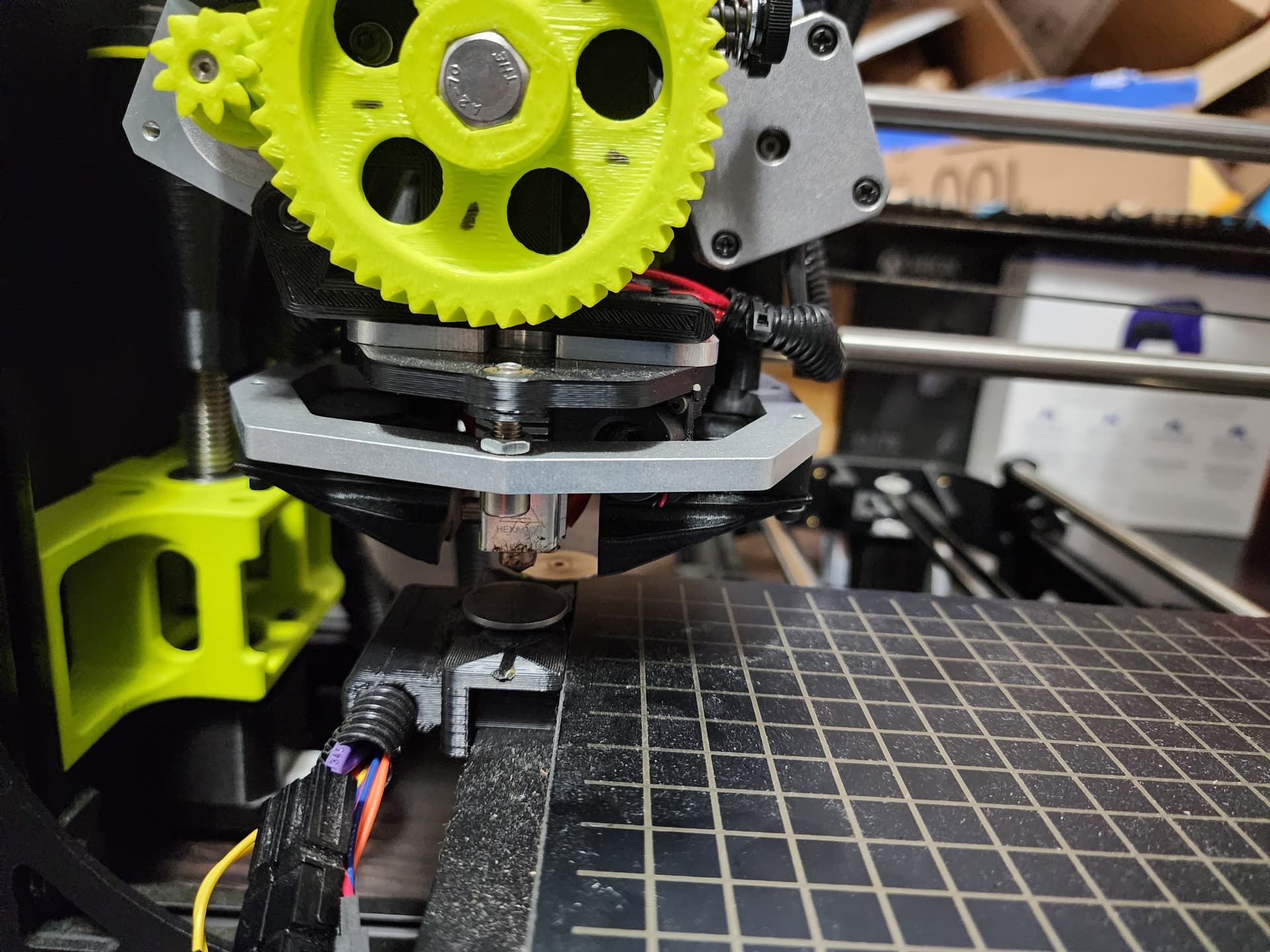
Please post a picture of the tool head. Do you have any other tool heads? Hopefully, you have the Single Extruder V2.1 that was the standard tool head shipped with the printer. If you have it, have you successfully printed with it?
The Dual Extruder V2 has the two nozzles back to back (second nozzle offset in Y by -50 mm). The Dual Extruder V3 has the two nozzles side by side (second nozzle offset in X by 13mm).
I have both dual extruders for my TAZ 6 but my V2 is boxed up. I don’t remember what firmware version worked with it. I’ll get it out and see if I can make it work once we verify that everything else is working on your TAZ 6.
Can you also slice something simple like a 5x5x5mm cube and post the gcode produced? Maybe slice two of them side by side in two different colors.
I got the printer from school cause it wasn’t working and they were going to throw it out. I was going to see if I could fix it up and keep it for personal use. I’ll ask if they have the original tool head laying somewhere and if they do I’ll use that because I really don’t care about dual extrusion. I only want to do single extrusion with this dualextruderV2 tool head, and don’t want to spend $300+ for a new single extruder when I’m not even sure if I can get this printer to work properly.
Hi. Yes I do have that adapter on. I removed the adapter but still get the same problem. It wipes the nozzles over the z-min switch area and ends the print with probing failed.
I got my Dual Extruder V2 out of its box but after installing it I noticed that the cold end cooling fan on E0 (back extruder) has a broken mount so the fan is just hanging loose.
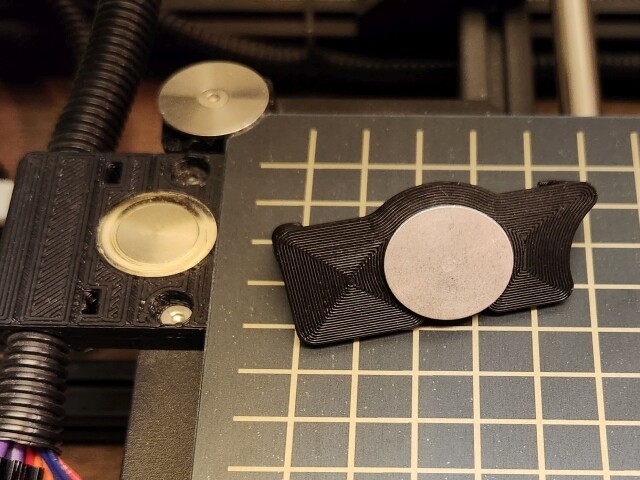
I did update the firmware to 1.1.9.34 and was able manually to do a G28 XY and a G28 Z with the Z-Min adapter in place. I then manually moved the tool head with G0 X50 Y50 and lowered Z via the LCD control panel 1mm at a time until I got to 0. At this point, the nozzle was around 5-10mm above the bed so I believe the adapter isn’t used on the Dual Extruder V2 so I removed it and tried again. This time I got to Z2.0 and the nozzles are almost touching the bed so further investigation would be required.
The next experiment is to manually move Z to a save 10mm (G0 Z10) and then manually move the tool head to the first position of the wipe sequence G1 X-17 Y100 F3000 ; move above wiper pad. The back nozzle is just inside the back of the pad and is centered on the pad. Next, G1 X-17 Y70 F2000 ; fast wipe which is the minimum Y value in the wipe sequence. The front nozzle (E1) is near the front of the pad but still over it.
I can’t do a G29 V4 because of the loose fan. I’ll try to glue it in place with some silicone and try again after that dries.
Try these commands on your system and see where things go wrong.
When I initially got the printer the extruder would only move in the -x direction and not the +x direction. This was because there’s no limit switch for the +x side so the printer thought the switch was being pressed at all times. I took out the pins from the connector and shorted them together and the printer would now work in the +x direction, but on the old firmware. Since updating the printer it seems like that part was fixed in the firmware and having the two pins shorted makes the printer now think the limit switch is pressed. I disconnected the short between the pins and now it’s wiping in the correct location again.
Printer location and bed leveling is working now.
When I run a print the first layer is nothing, it looks like the nozzle is hitting the bed and not letting material come out. I’m assuming this has to do with the probe z offset setting. I’ll play around with it and see what I can find.
Thank you very much for your time and assistance in troubleshooting my problem.
Since you didn’t direct your reply to anyone in particular, I’m not sure you will get a response. It would be best if you opened a new topic and added as much detail as possible on exactly what your issue is along with details about your printer, tool head, firmware, host, slicer, etc. Pictures (and/or videos) are also helpful.