If I failed to record the steps/mm settings, how do I set them properly?
currently on my Taz Pro they are
X: 100steps/mm
Y: 100 steps/mm
Z: 500 steps/mm
E: 420 steps/mm
If I failed to record the steps/mm settings, how do I set them properly?
currently on my Taz Pro they are
X: 100steps/mm
Y: 100 steps/mm
Z: 500 steps/mm
E: 420 steps/mm
Those are the factory defaults. You wont normally need to change the X, Y, or Z … but changing E (E-Steps) is fairly common.
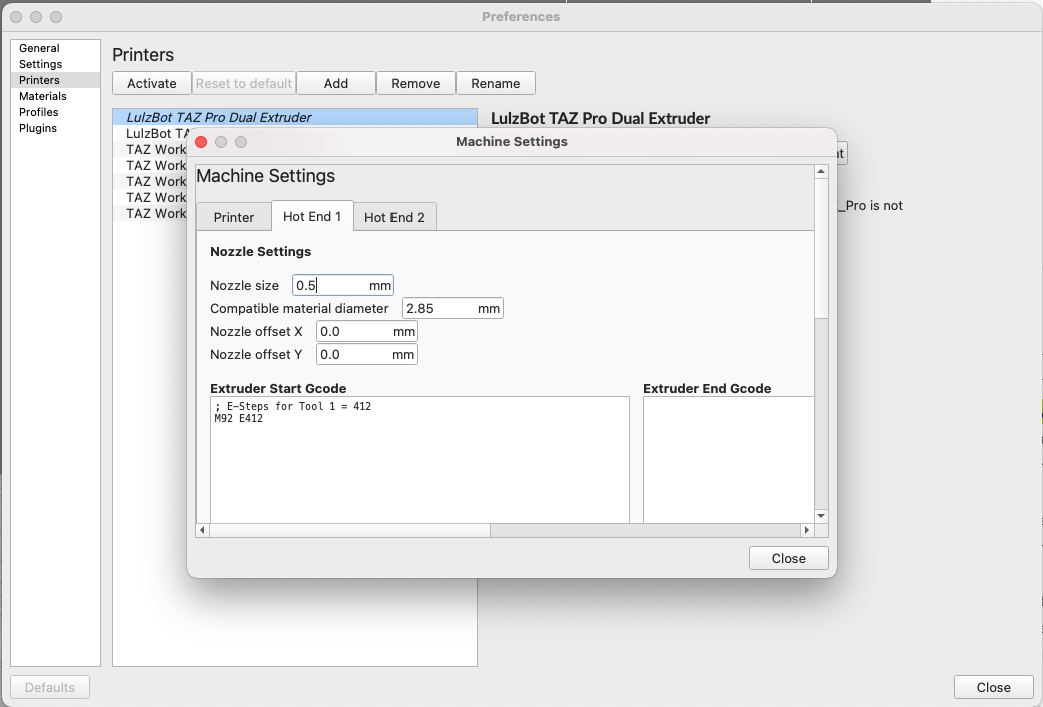
Note that on the TAZ Pro you can only set ONE value for E-Steps … not oner per extruder. If you want to set independent values for the extruders, you can use Cura to add this to the ‘Start G-Code’ per toolhead.
This “extruder start Gcode” is run each time there’s an extruder change in the job – not just at the start of the print.
Thank you. What are the E steps? Extrusion stepper? How do you determine adjustment of that value?
See my reply to this post: Need TAZ help, please - #3 by TheVirtualTim
You’ll perform a test … marking the cold filament at 100mm before the point where it enters the top of the tool-head and make a 2nd mark 20mm further up (120mm), heat the extruder to printing temperature, then tell the extruder to feed 100mm worth of filament (following the instructions linked in that reply).
After the extrusion completes, you’ll measure how much filament actually extruded (vs. the 100mm that was supposed to extrude) to determine if it is over vs. under extruding.
I supply the math used to make the adjustment in that response.
E-Steps refer to the number of “steps” that the stepper motor on the Extruder (the “E” in “E-Steps”) needs to move the motor in order to advance 1mm worth of cold filament (the lenght of extruded filament that comes out will be based on other things such as layer height, line width, etc. – so we’re only talking about the cold-filament going into the extruder.)
The factory defaults are different depending which printer & head are being used.