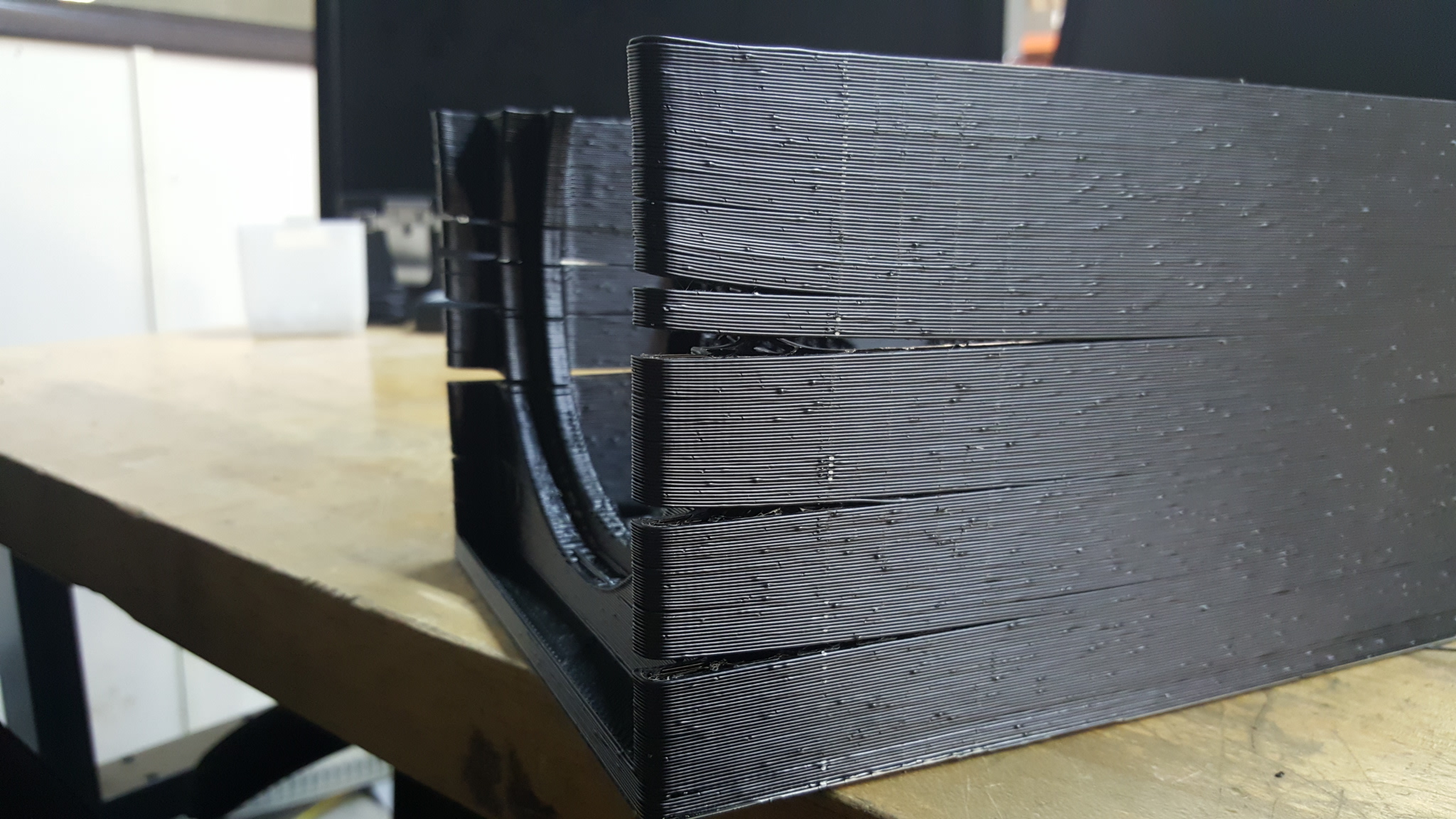
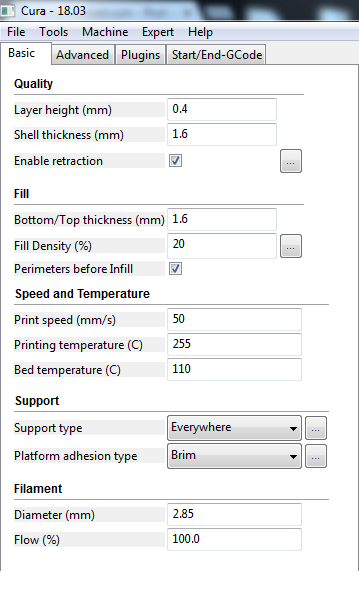
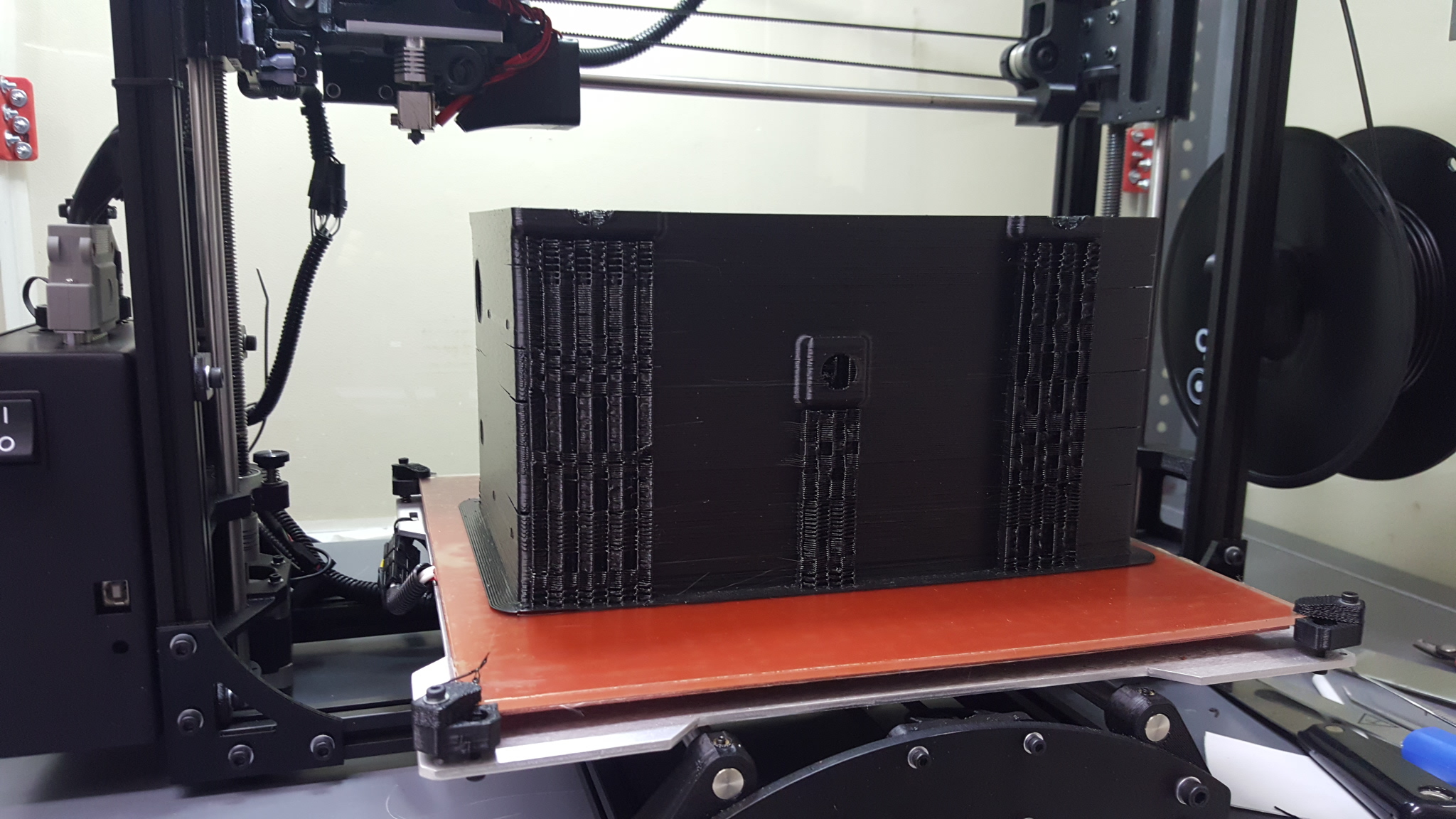
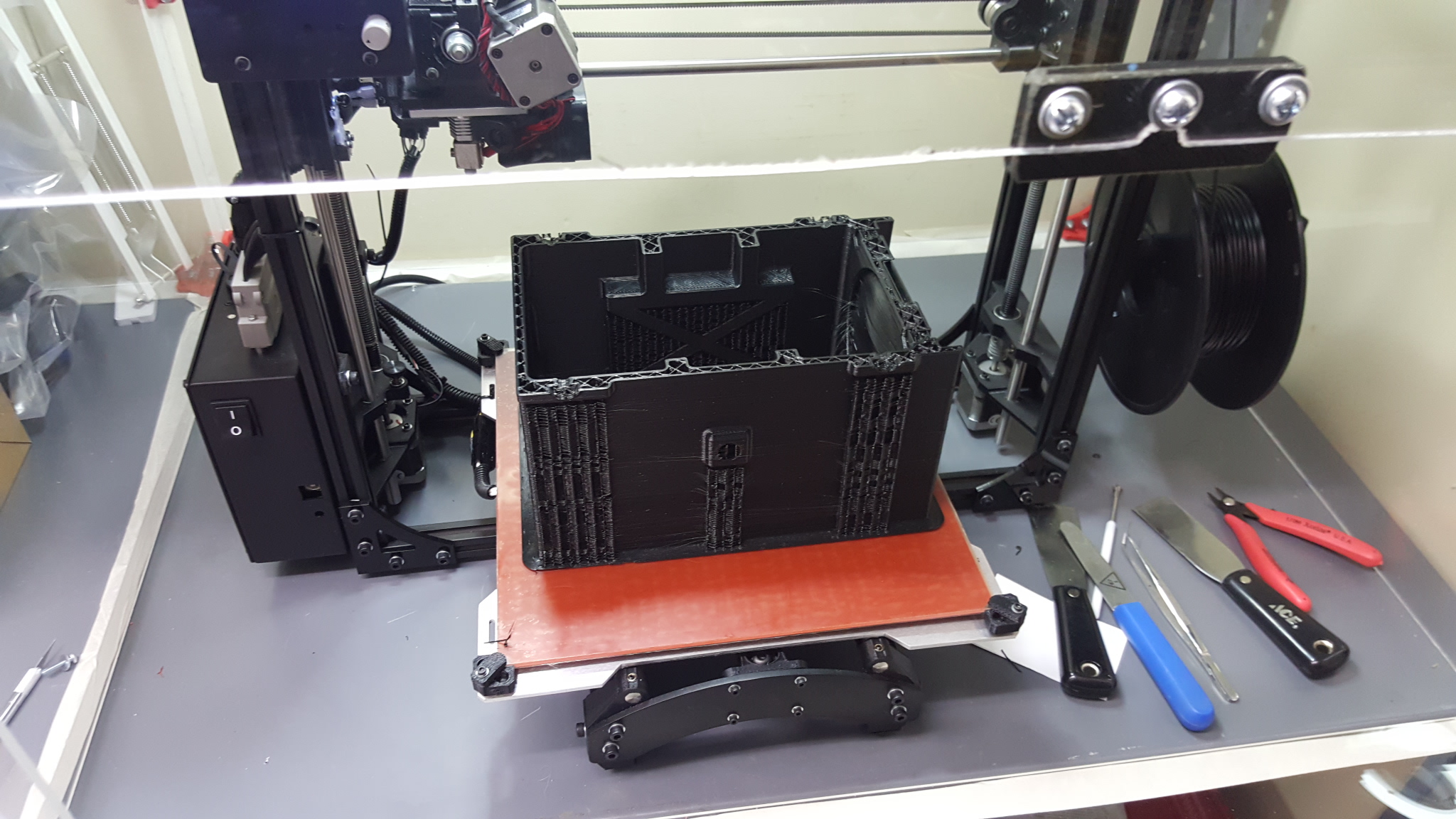
I have built an enclosure and upped the nozzle to a hex .8 the nozzle temp is at 255c and the bed is 110.
I have tried printing at different temps from 240 - 255 and have not changed the bed temp.
I am using 3mm matter hacker filament and set it to 2.85 in cura. I have tried turning off the fan and have changed layer height from .6 to .4 and still have this issue. I also have been using brimming with 10 lines.
please let me know if you have any idea on how to fix this issue… thanks!
.8 is quite high, what’s your print speed? It might be possible that you print at a too high volumetric speed so your extruded filament isn’t hot enough (like if you pull your finger through a flame quickly)
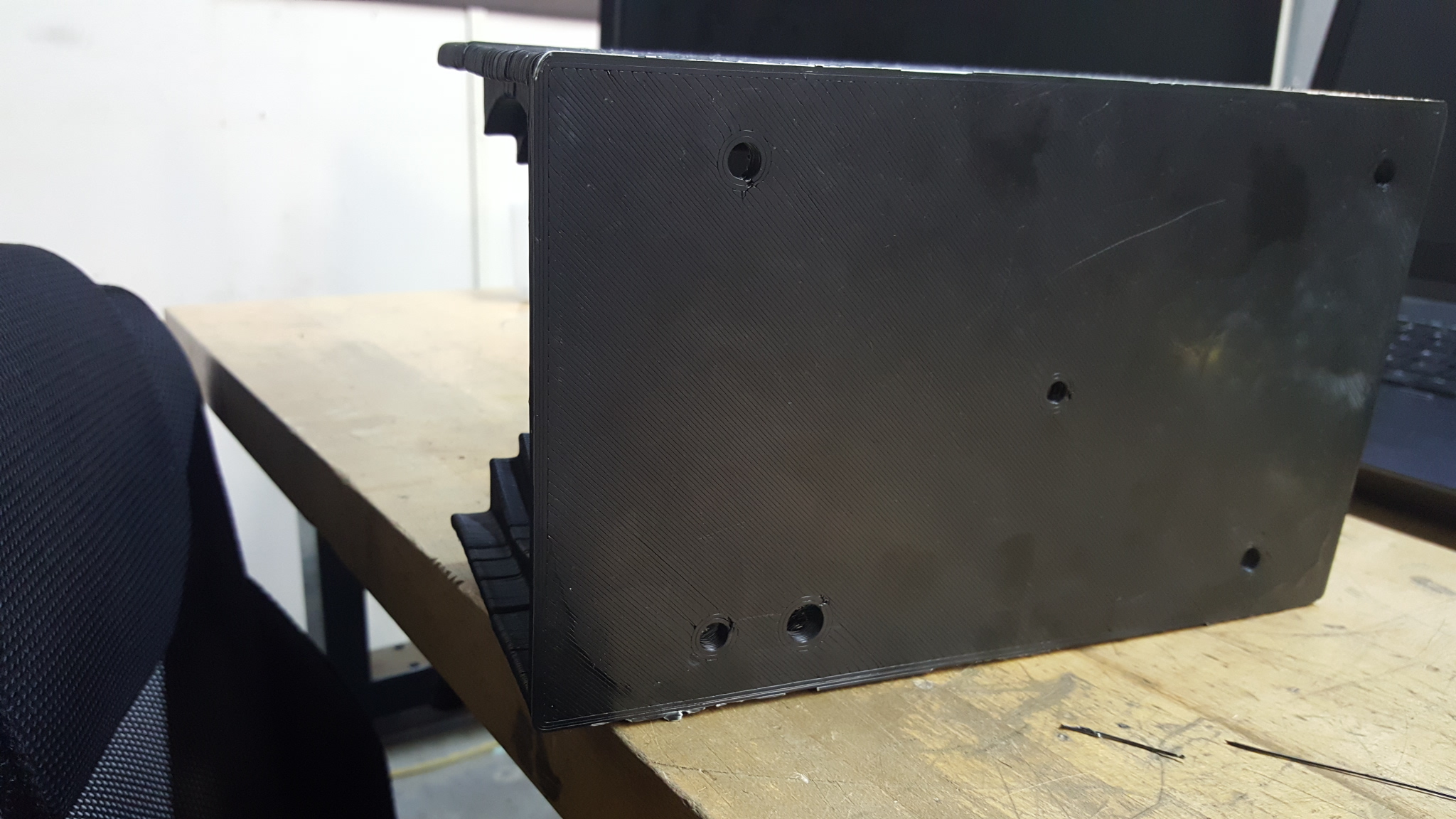
How thick is the wall?
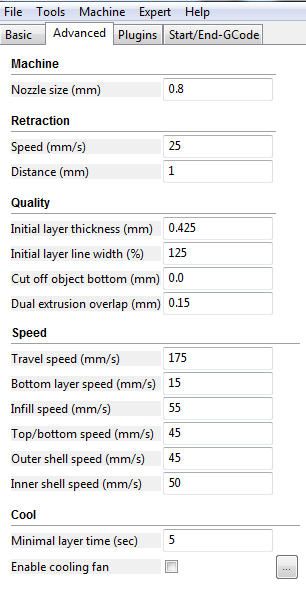
The problem with cura is that you have no real control about the line with. But assuming it’s using .8mm, you are printing at 16mm3/s.
The Wall thickness is quite low, maybe it’s not possible with abs. But I would try to reduce the volumetric speed below 10mm3/s, that’s 30mm/s, at 0.4mm layer height. Don’t forget to change the speeds in the advanced tab as well!
i just put in another one to print with the suggested changes and few other changes i think may help. I am listing the changes below if anyone has anymore input i would really appreciate it!
print speed: 30mm/s
layer: .40
fill:20
nozzle temp:260
bed:110
no fan…
brim: 15 lines
travel speed: 100
at 15mm the bed temp will go up to 115 over 5 layers
I also put a small space heater in the room and set it to 80 to keep the room nice and warm all night…
I would agree, 250 is the maximum you should ever have to go for ABS. Also consider trying a skirt extruded up to almost the full height of the model. It wastes plastic, but it will increase interlayer adhesion.
I may be out in left field here, but try a layer height of .25 or even .20 and see if that doesn’t give you better layer adhesion. Layer hight of .40 sounds large to me.
That is a pretty large nozzle size, but as for the layer height that should work. You may need to decrease your speeds to allow the filament more time to heat up.
we swapped from stock .5 to a .8 nozzle thats why i have it set at .8… we got better results with the last settings. ive been getting better prints every time i raise the nozzle temp. why would i lower it ? i will lower the layer height again.
after a bit of troubleshooting and everything we found that the best way to print for us is at 267 nozzle temp with a .25 layer height and print speed of 30 with a travel speed of 100 and no fan also lowering the bed to 100 after 5mm.
This happened to me on just about every print before I upgraded my X Axis to OpenBuilds. I am 100% sure that the cause (for me anyways) was the bent stock rods because I haven’t seen a problem like that since the upgrade.
On a print that size with ABS your going to have issues. Switch to PETG filament and you will solve a lot of problems. I can’t really see going to a .8 nozzle size nor the temps your using for ABS?
well its working and i have printed 5 boxes so far no problems… so its working i am currently messing with PETG on my other printer… but as for ABS the settings listed… they work perfectly fine with zero problems.
With a .8 nozzle it must not be a real critical print. Most people think .5 is about right, I use a .35 but its not a TAZ. Whatever works for you and your happy with the results thats all that really counts. The only issue you will need to deal with using PETG is the stringiness, you will need to use some retraction and that will help.