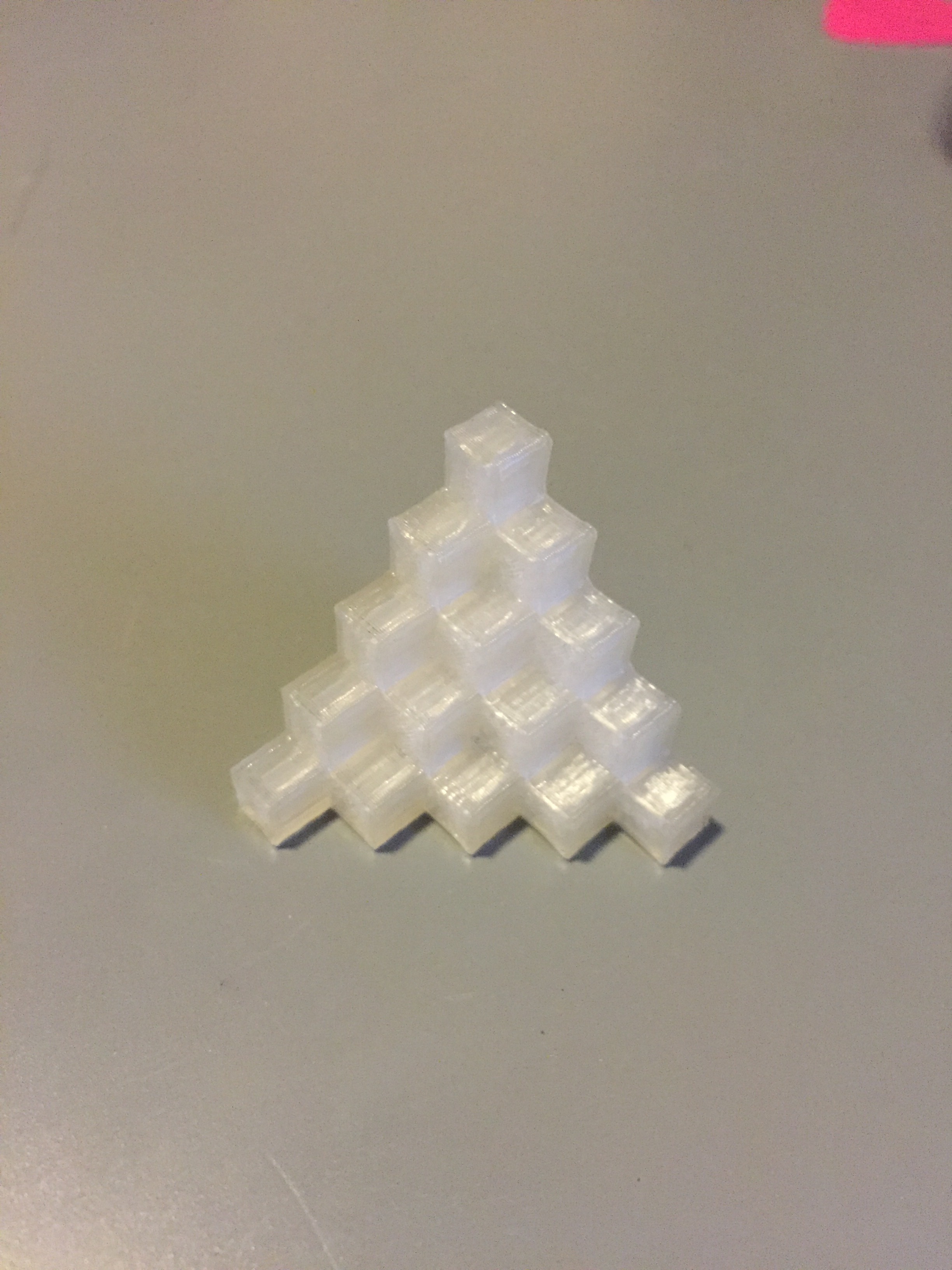
So, since I got my printer I’ve been having problems when I try to print large PLA prints.
All failed prints that I got was due to some issue with the filament flow, mostly the filament get chew and it stops extruding. I attached pictures from 3 different tries.
I’m only using filament that I bought from Lulzbot, on small prints I don’t have any problem (check small prints pictures attached).
I read (i’m not kidding) all treads on the forum regarding the same issue, mostly people comment is that it is caused by “heat creep” or some wrong tension on the idler bolts.
I went through the mhackney guide, printed all calibration models without any problem (posted on the forum)
Things that I already tried:
Changing the tension of the idler bolts, between 4mm and 10mm I tried them all!
Increasing the temperature (tried print with 205, 210,215 and 200 F on PLA)
Decreasing the speed to 50mm/s (everywhere, travel, infill, shell…)
Things that I noticed:
Increasing the temperature makes the print go on for more time before fail.
increasing the tension on the idler bolts only make the filament chew faster.
I leveled my platform with a dial indicator, so I’m pretty sure that is not the issue.
For the Z axis I used a .2mm metal feeler gauge.
I don’t know that else to try.
I can not use ABS because I don’t have an enclosure, and the model that I’trying to print fail on ABS because of it’s size.
ABS is great on the PEI. An enclosure is a preferred setup, but not a necessity for many prints. Give it a shot!
Here are some tips, I’ve learned:
Print the eSUN ABS at 240-245C with a bed temp of 80-105C. The high end of the temps for the first few layers.
No fan for the first few layers (to about 3mm) or at all throughout the project. If you enable fan, keep it at a low percentage… 60% max at higher layers (past 10mm). Enable fan at 100% for bridges.
If initial layers start to warp, try a 10-15 perimeter brim. This will seal the print to the bed and prevent air from seeping underneath the print…
I haven’t printed in PLA, but reading the forums there seems to be a lot of issues… Could have something to do with temps and retraction (back into the heat break on the hotend). It would be interesting if anyone experimented with the blower pointed at the lower heatsink fins than the higher fins.
I have had a similar problem a couple times when my nozzle was partially clogged. It would print smaller parts just fine because it never hit full print / extrusion speed. As soon as I ran a larger part, the flow would be spotty and finally the filament would strip.
When you extrude into air, does the extruded plastic drop straight down out of the nozzle or does it curl? If it curls you should do some cold pulls to clear the nozzle.
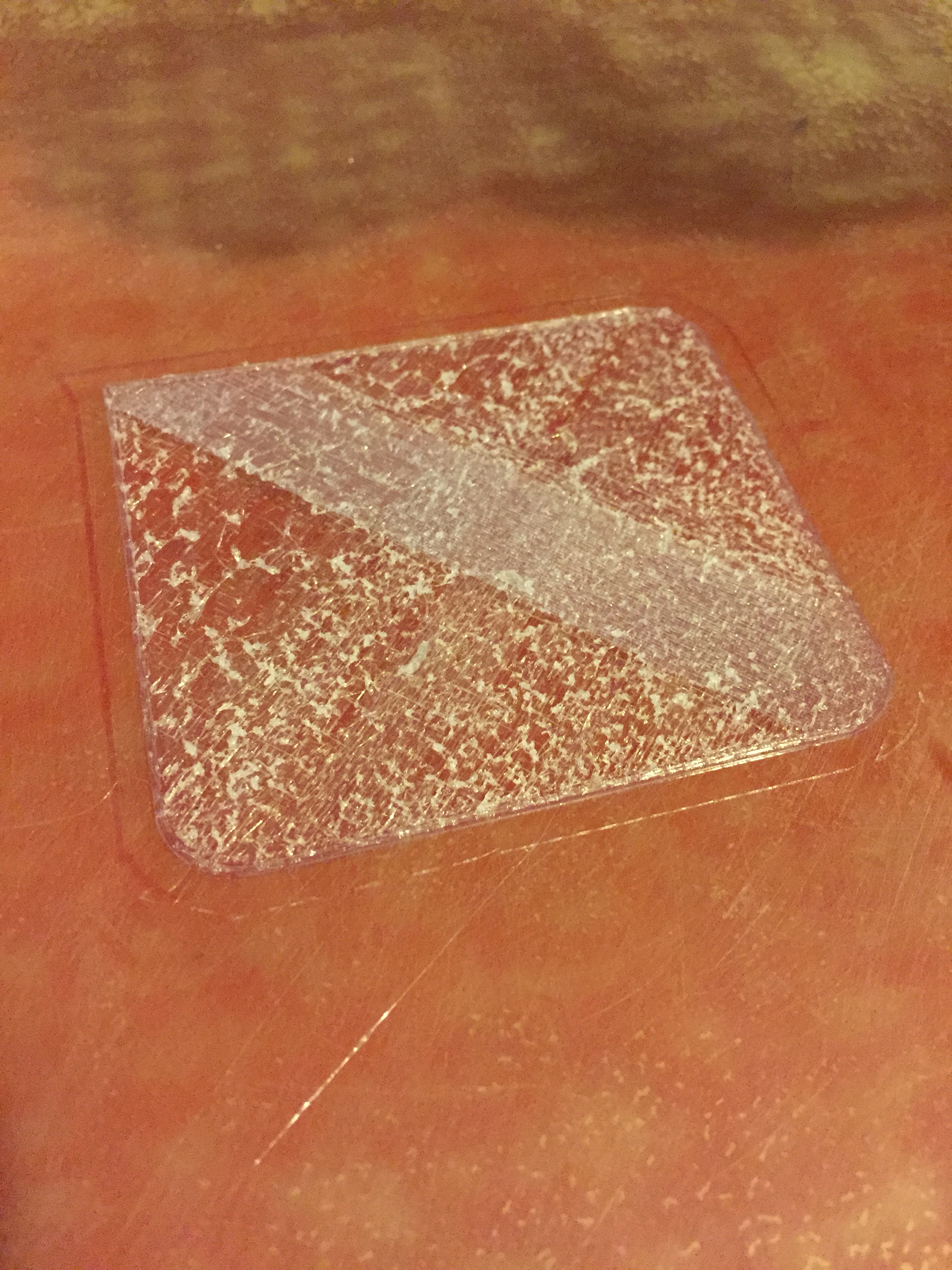
kcchen_00 I already tried ABS, As you can see on the attached picture, due to warping on layers it is going to be a challenge to print this without an enclosure. Anyhow, I just ordered some acrylic sheets, and I’ll end it up building my enclosure, if I can get big prints on ABS fine, I’ll be happy to abandon PLA forever.
nopick, The extrusion is fine, I’ll give another test tonight.
I noticed that manually extruding PLA is much more challenging than extruding ABS. Any more ideas?
I tried all temperatures, on 5 degrees increments between 200 and 220. Higher temperature make it easy to extrude, but the print fail with about 1 hour due to heat creep.
Support suggested trying lowering the temperature and increasing the idler tension. I’ll give it a try and let everybody know.
I print a lot of PLA on my Taz 5. I had the issues you noted early on. After a very thorough nozzle cleaning, E-Step Calibration, and Temp calibration I now get great PLA results. I can even print .05mm layers with amazing results.
I print the Lulzbot PLA at 205*C, 85mm/s, and 1500mm/s/s (did the linear bearing and rods). The absolute first thing to do is calibrate Extruder E-Steps. Mine was around 854ish from Lulzbot and it was underextruding on the rapid movements. It’s right around 900 now. Second, do cold pulls. Do them with PLA, ABS, HIPS, each several times. If you are daring enough to remove your nozzle (really not difficult, might / does void warranty?) and clean it the right way, you may see some improvement. I posted my cleaning regimen in another thread.
I have ramped acceleration up to 2200 and still had great results after the linear rods and bearing upgrade. You just need to experiment. IMHO, anything over 215* is way to hot for PLA and it will show in the print as blobby, and runny.
I am having a similar issue. Prints will start out ok but eventually will fail d/t under extrusion or the extruder will become clogged completely.
I upgraded the Nozzle on my TAZ4 to the new hexagon nozzle. Worked amazingly well for about a 3-4 weeks until this issue. Now, I can’t seem to figure out how to get it back to printing reliably.
I’m not sure about the retraction settings, I’ll have to check. I usually just use the filament slic3r profiles from this page, https://www.lulzbot.com/support/taz-slic3r-profiles
For almost every PLA print I try, I use the Medium PLA no support .35 mm nozzle config.
I figured using filament profiles from lulzbot on a lulzbot machine shouldn’t be causing any issues.
hi all i am having problems with my prints sticking to the bed the corners lifting my fan not starting from the start bed temp.70 tip 210 can get the fan to start when it prints , any suggestion
than ks
I have a TAZ 4 but the same issues took me several months of tinkering to figure out. Larger prints fail if the speed, temp and flow are not monitored carefully, you have to watch how the layers are getting deposited, and adjust them accordingly in the Taz blue screen console while your print is running, after the first layer is deposited.
I run in PLA exclusively, up to 3 day long prints. My favorite filament so far is “Form Futura” I am currently running a Buddaschnozzle with an aftermarket heater core.
You can “save” a print from failure if you monitor it and realize the layers are getting thin from over-extrusion, drop the flow, increase the speed, and turn down the temp when you see this but do it in little steps and know what you are doing, take notes, post them all over the place around your machine so you can easily recall difficult combos. Failed prints can get frustrating and expensive.
First speed: running normal in cura, you have to bring the speed down until you have good infill (50-75 %)
Temperature: for PLA it varies by manufacturer between 190C and 220C do small calibration prints until you have proper layer deposition, each layer should look the same after the second.
Third: Flow, I run between 80-105% depending upon the type of filament I’m running, usually 90-103%
So for long prints you have to get-to-know your filament, and a filament purge is a good idea at max temp settings, like 20 degrees above what you would normally run it, just run about 50mm through and if there is an obstruction that would come out it will come out. Afterwards the flow will be better if there was an obstruction that can be removed in this manner. Be sure to turn down the temp after purging to normal levels and run a bit through before beginning new prints.
Check the quality of ABS prints, based on mt abs prints I can definitely say that the idler bolts tension are good, the bed is leveled correctly. I don’t know what else to try.
There is a very similar thread occurring in the development section of the forum about failing PLA prints with the new hotend. Check out this thread too seems like people are having success with some different settings. https://forum.lulzbot.com/t/hexagon-hot-end-jamming-with-pla/1536/1
Thanks,
Lunchbox







{kind=link}