Disclaimer: I’m relatively new to my TAZ so I may not use the correct terminology. The printer and all its parts are directly purchased from Lulzbot as is the PLA filament.
I am experiencing a frustrating failure when printing with PLA where after successfully leveling the bed, manually extruding to check for consistent flow, and starting a print that appears to have excellent bed adhesion and overall print quality where the print suddenly fails after several hours. I’ve had this happen to me a couple times.
The hobbed gear appears to lose traction on the filament and the extrusion volume drops and becomes whispy. The extruded filament suddenly stops adhering to the layer below. The transition from good quality output to failure happens very suddenly (in the example below it happened within the time to print one layer). After the failure when I peel back the idler bearing the hobbed gear teeth are full of PLA chips and the filament itself is eaten into.
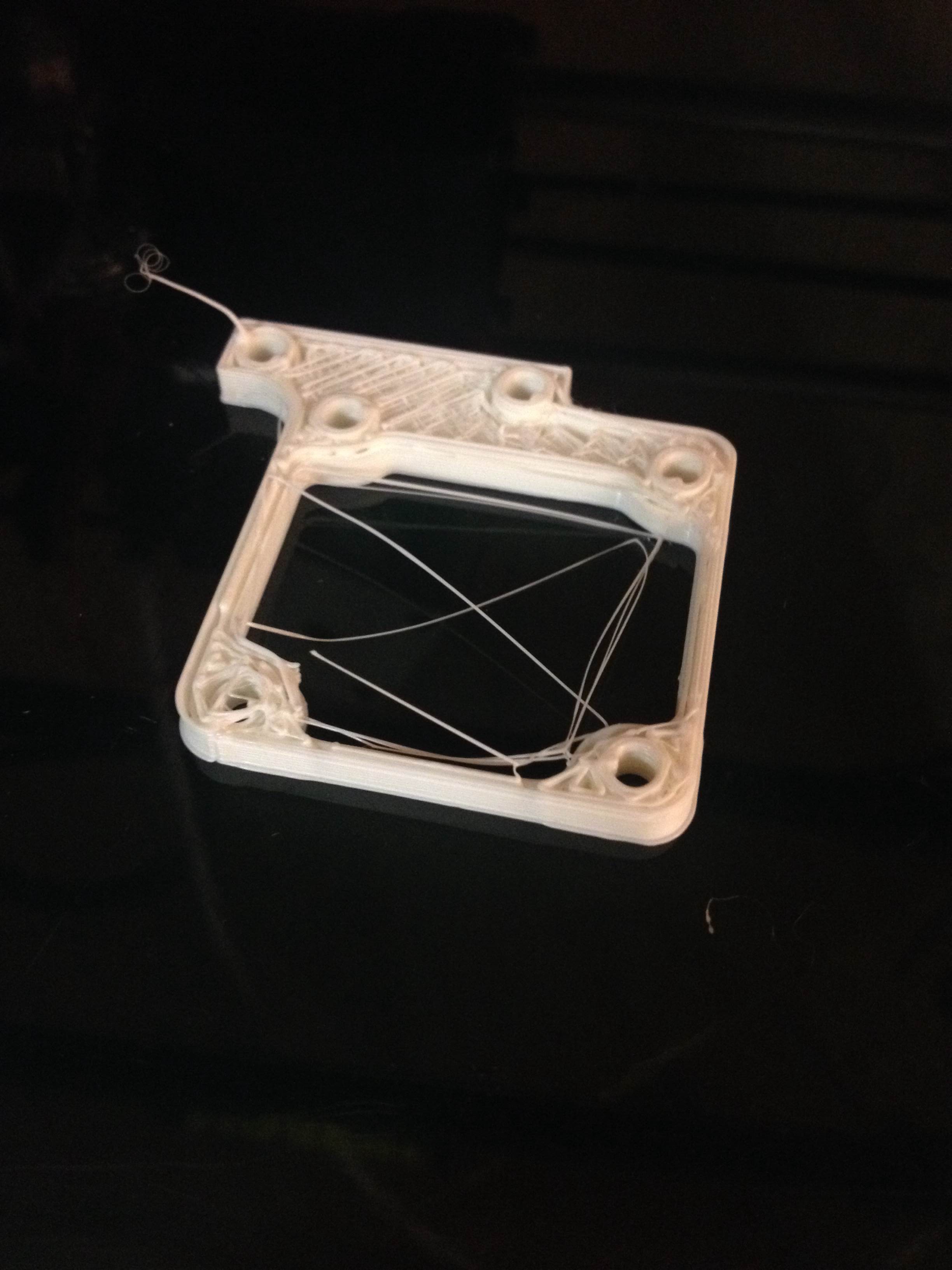
I’ve attached some images to illustrate the failure where I was trying to print a dual-fan duct as suggested by Smiley in this forum post (https://forum.lulzbot.com/t/filament-stripping-issues/662/1) to reduce any possible PLA expansion issues that might be jamming the extruder.
My first guess is that my idler tension is not set correctly but given that I have been able to print good quality output for several hours before the sudden failure occurs I question that impulse. Maybe I’m not clear on how to correctly set the idler tension (for example Piercet suggest that there should be 9mm between the washers on the sprint (https://forum.lulzbot.com/t/extruder-had-one-job/573/2)?
Can anyone help suggest what might be the issue or better yet a solution?
I just checked my idler spring distance and, unlike Piercet 's suggestion referenced above, the distance that seems to give good traction on the filament (at least initially) without pinching it too much for me is closer to 11.5mm.
You could be having the heat creep PLA expansion issue that some of us have experienced. The fan duct that you’re trying to print would probably help with this. I suggest printing that fan duct of ABS, which will not have that same issue while printing. I printed my first duct of PLA because that’s what I had in the printer at the time. But then when I used ABS, the higher temperature warped and ruined the duct, so I was forced to make one of ABS, which has been working fine since.
At the moment printing ABS i have about 8.85mm from outside edge of washer to outside edge of washer. At the point you are measuring, from outside edge of washer to outer edge of thumbscrew cap, I have about 14.04mm. But thats for printing ABS. PLA tends to need less spring tension. You’re probably just fine about wher eyou are at in that picture. Your idler arm does seem to be misisng the filliament guide tabs, but that shouldn’t matter too much. Heat creep is a definite possiblility there. You also may want to check the set screw on the small extruder gear. If that one is partially loose, it can tend to engage properly until the force of extrusion causes it to slip. ALso check the bearing in the idler arm itself and make sure it is able to move. they can get gummed up and freeze, causing that same failure mode.
Another possibility could be a failing temperature sensor or thermocuple in the the hot end itself, or a loose wire. If the hot end abruptly looses temperature, the filliament will abruptly cool and cause stripping. If nothing else seems to be it, i’d get an inexpensive point and shoot infrared thermometer and verify the hot end is printing at correct temperature it thinks it should be at.
Reprinting the hinged idler will help keep the filament centered above the hobbed bolt filament drive. A quick print of this guide may get you by in the meantime (I keep one a couple on hand in case the filament guides on the hinged idler break). If you need a replacement, we can probably send one out to you! We’ll need the following information:
IMO your speeds need to come down, drop them by 5mm/s till you have the right speed for the extrusion temp, might take a couple of tries but I can see your speeds earlier on in the print are going too fast during your infill which is set higher by default on Slic3r and matter Control, and the nozzle got backed up till all you have is whispy stuff coming out. If you set the speeds down the program will also reduce the extrusion rate to match. I’ve had good luck with 200-206C for PLA to come out smoothly and get good adhesion on my layers at slightly faster speeds. Using stock profiles is ok till they don’t work.
I’ve noticed other postings about the inner guide tube coming off and plugging the nozzle with high temp white plastic material, but if your flow starts out good then has issues HOURS later, it could be a plugged nozzle height progression which comes from slightly too much PLA/filament coming out on each layer, as I have seen this on my prints as well. that comes from too high of a temp.
You can adjust the amount of filament that is extruded in the “TUNE” menu option under option “FLOW” on the blue screen TAZ console, this along with speed, extruder temp, bed temp can be adjusted while printing to track and make proper changes to your print profiles, such as speed vs existing profile calculations. Example: If 40mm/s and you “tune” down to 80, then take 40 x .8 = 32mm/s new speed for your print profile. Flow is a bit different, it depends on temperature, the higher the temp, the more filament comes out. Watch your layers as they are deposited, do they look like the “perfect example” on the guide pamphlet? If not is it too much or too little? If too much in a few hours your printer will strip the filament on the hob bolt and the print will stop. You can anticipate this by seeing your layers get thinner and thinner as it prints.
The look of your print has too much speed written all over it, turn down your speed incrementally, retesting your print as you go, don’t be in a hurry, it’s not a racecar.